
From The Archives:100 Mile House Mill Off To A Smooth Start
Aug 26, 2024 - one year ago
This article first appeared 40 years ago, in the September 1984 issue.
The new sawmill at 100 Mile House started up May 7, and after two months of operation, it had achieved a production rate of 350,000 board feet a day - 58 percent of its rated capacity of 600,000 fbm.
While mill manager Abe Friesen is proud of the chart which shows daily production levels moving upwards in almost a straight line, he doesn’t expect to hit 100 percent for at least a year.
“Getting a sawmill up to its rated capacity is comparable to an athlete breaking an Olympic record: he reaches a certain point then it can take years more of training to get that little bit extra,” he says.
“ln the case of our mill, the equipment will need adjustments and fine tuning, and we expect that we will proceed to full capacity in a series of plateaus.”
“Any time you build a new mill there are kinks and bottlenecks,” says maintenance foreman Orville Shpak. “Everywhere you look there is something to finish and additional work to be done.”
Although the start-up has by and large been a smooth one, it has not been entirely without its frustrations. “I’ve wondered how a so-called highly automated mill could be so manual at times,” says Abe.
But he hastens to add: “We are very pleased at our achievement so far particularly when you consider that almost our entire operating crew are new to their jobs, and the equipment is new to the maintenance people.”
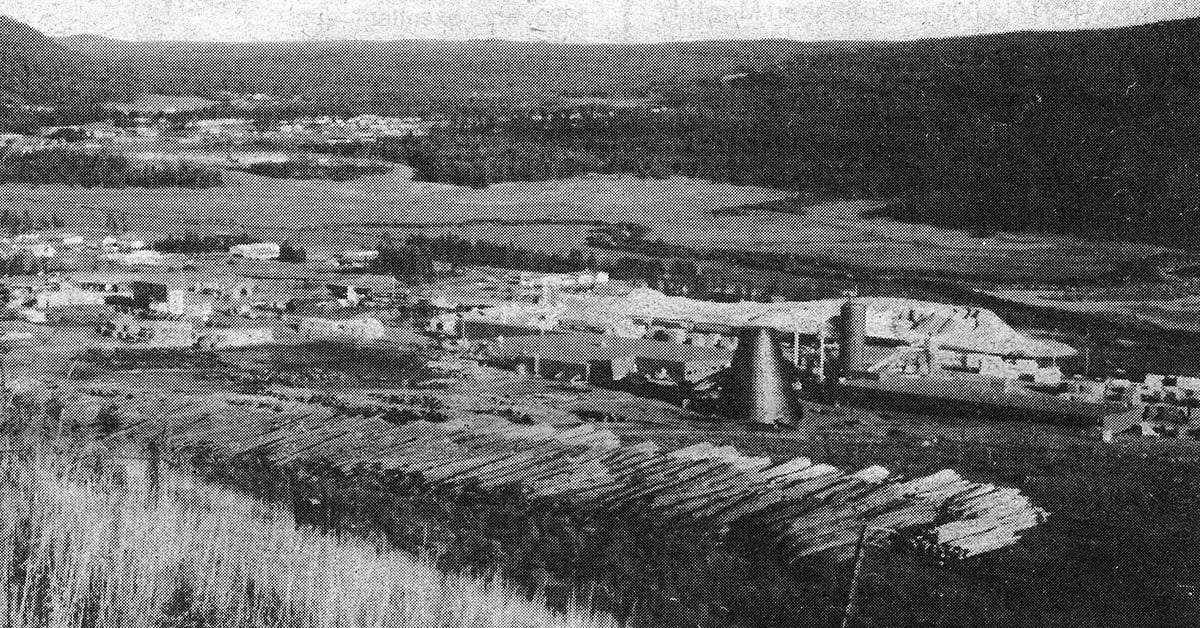
Weldwood’s sawmill at 100 Mile House is the newest mill in British Columbia: a state-of-the-art facility which utilizes computers, electronic scanners, laser beams and other sophisticated technology to recover the maximum amount of lumber from a large volume of logs.
The 100 Mile mill was specifically designed and engineered to accommodate its wood supply. Logs from the 100 Mile House Timber Supply Area (TSA) vary greatly in size, averaging 12 inches at the butt but ranging from 6 to 28 inches. As each log passes through the mill, it is electronically measured at every stage and routed through the ‑appropriate saws for its size. All the saws are controlled by a central computer which can be programmed to recover either the maximum quantity or highest quality of lumber. Saws also have the thinnest available kerf to minimize the wood lost to sawdust.
The mill produces random length dimension lumber in widths from 2 x 4 to 2 x 10 inches and lengths from 8 to 20 feet. Its capacity is 150 million board feet a year — enough to build more than 15,000 three-bedroom houses.

Although the mill is highly automated, in the final analysis it is the calibre of its people which determines the quality of the end product. At 100 Mile, a stable experienced work force ensures that the highest production standards are maintained. About 150 people work at the mill itself, and logging contractors employ another 100 in the woods.
The 100 Mile House mill consumes approximately 600,000 cubic metres of wood a year. The species mix is about evenly divided among Douglas fir, spruce and pine, with a small proportion of balsam and other species. The primary source of wood for the mill is the 100 Mile House TSA, a forest of nearly 1 million hectares (2.4 million acres) which surrounds the mill. The forest encompasses three distinct climatic zones through which the harvest moves with the seasons. In summer, logging is concentrated in the dry belt and as the temperature drops, the loggers move through the transition zone into the wet belt, where winter frosts help stabilize the road base for the movement of heavy logging equipment.
Weldwood contractors build more kilometres of roads every year. Most of the logging is done by fallers, particularly in the dry belt, but mechanical logging accounts for about 40 percent of the total harvest. One of the more common machines is the feller buncher, which shears off trees at the base and stacks them in “bunches” to be skidded out to the road.
The company conducts a comprehensive reforestation program, planting more than 600,000 seedlings a year in the 100 Mile TSA. On sites like those growing belt Douglas fir, which are best left to regenerate naturally, selective to length on computerized lines.
They are then automatically routed to one of three debarkers, each of which is designed to handle different log diameters.
After their bark is removed, the logs are again routed according to size to either the small-log Chip-N-Saw or the large log canter.
The Chip-N-Saw produces lumber and chips in one pass. (Chips are shipped to Cariboo Pulp & Paper in Quesnel to be made into pulp.)
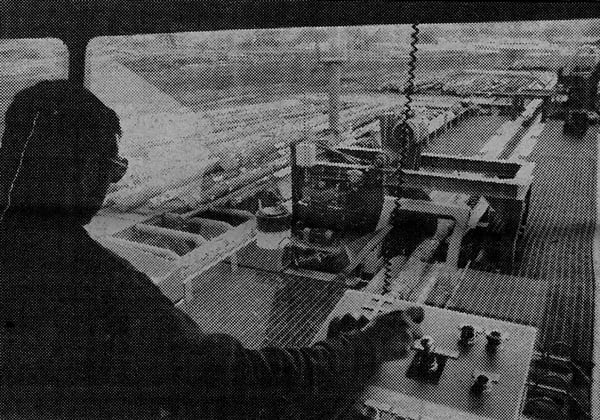
The canter does the job of an old-fashioned head rig, but in a single operation. With electronic sensors to scan the log and saws set by computer, the canter removes four slabs to square off the log.
Again the routing is flexible. Cants of 10 inches and less are sent through the circular gang saw while larger cants go first to the twin bandmill. Cants may be passed through the bandmill more than once, with two-inch Sideboards being removed from one or both sides each time until the can measures 10 inches square. The cants are all sent through the gang saw.
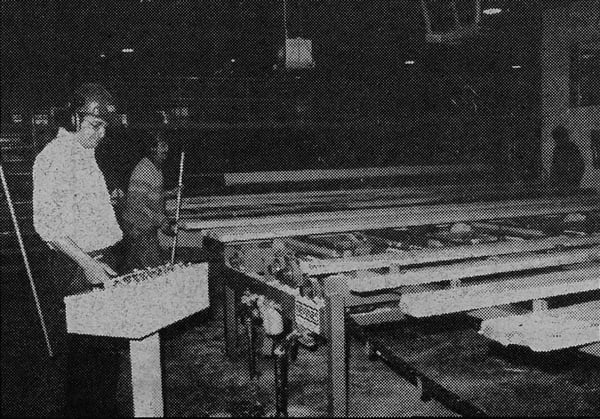
Meanwhile, the Sideboards are routed through a three-saw edger. Here, too, the saws are computer set to cut the width of lumber that will yield either maximum recovery or highest grade.
At the trim saw, the mill will have trimmer optimizers using laser beams to “inspect” each piece of lumber before it is cut to length, although these are not yet in place. The optimizers determine the optimum length for either grade or recovery, and identify any pieces that need re-edging to remove wane or other defects. Defective pieces are routed through a twosaw edger to be remanufactured.
Finished lumber is sent through a 60-bin sorter where it is sorted according to its dimensions.
More than two-thirds of the mill’s production is kiln dried SPF (spruce, pine and fir species other than Douglas fir). Only Douglas fir is sold green.
Once lumber is dry, it is taken from the kilns to the planer mill where it is dressed to give it smooth surfaces and rounded edges. Three graders give it a final visual inspection before it is strapped, wrapped and shipped to market.
Kiln dried lumber is wrapped in heavy plasticized paper which keeps the wood dry and ensures that it arrives at its destination in the same condition it left the mill.
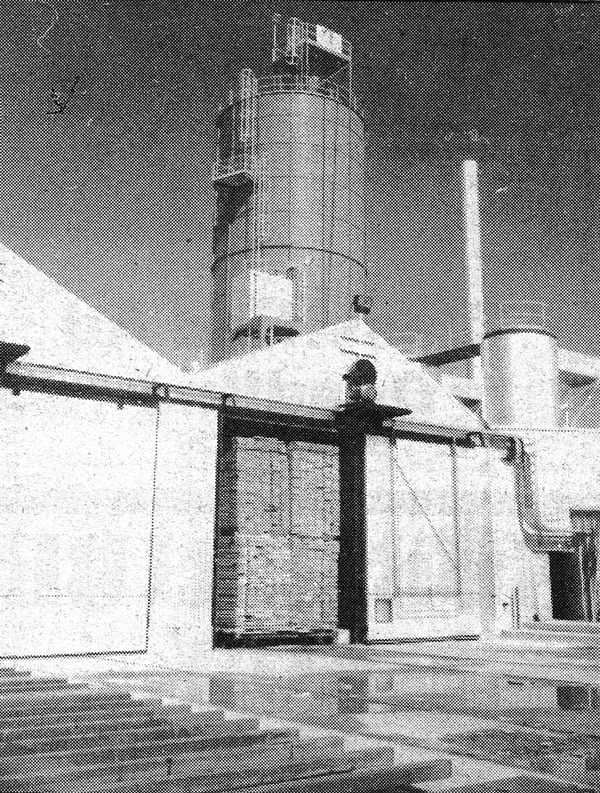
The kilns at 100 Mile have the capacity to dry the mill’s entire 600,000 board foot output every day, using planer shavings from one load to provide the heat to dry the next.
Like everything else at the mill, the kilns’ heating system is the last word in advanced technology. This is a hot oil system in which the oil is heated in two fireboxes (which in turn are heated by planer shavings) and circulates through the kilns and back for reheating.
“We’re completely energy self-sufficient,” says Herman Dutchak, supervisor of the heating plant and kilns. Each fire box consumes about two tons of planer shavings every hour to keep the oil at the steady 240°F required to dry the wood. Shavings are stored in a nine-storey silo and automatically metered into the fireboxes.
There are 6,700 gallons of oil in the pipes, constantly circulating through a closed system. Herman says the first system of this type was installed in B.C. about six years ago, and neither it nor any of those installed subsequently has ever needed an oil change.
Given the high and unreliable cost of oil, and the fact that planer chips are free, he says the mill should achieve considerable savings in energy. The system is also used to heat the planer and saw mills. The old mills had electric heat and the kilns were fired by a combination of natural gas and shavings.
In the kilns themselves, electronic sensors measure moisture content and transmit data to a computer in the heating plant which adjusts the drying time. The lumber is dried to a moisture content of 19 percent, and depending on the species and the climate in which the tree grew, it can take anywhere from a day to a day and a half in the kilns.
This article first appeared 40 years ago, in the September 1984 issue of Supply Post Newspaper.
Share this article!
News Archive
-
2026
-
June
- 7 Ways To Simplify Sewer Cleaning
- Tigercat Introduces New 820 Series
- KOBELCO Introduces The SK1300DLC-11
- Dynapac Bids Farewell To Last SD2500CS Large Paver
- DEVELON Introduces -9 Series Crawler Excavators
- BC Supports Wood-Waste Innovation In The Kootenays
- John Deere Adds New X-Tier Wheel Loaders
- Magnum Trailer Joins Merritt Family
- WorkSafeBC Reminds Employers To Prepare For Summer Weather Hazards
- 4x4 and Extendahoe Backhoes: Which Options Are Worth Paying For in Canada?
- Kryton Brings Its Innovative Construction Technologies to the Mining Industry
- Queclink Launches High-Spec Trailer Tracking Solution
- Celebrating 10 Years Of The Liebherr R 9200 Excavator
- A Trucker's Tale – Misadventures In Hauling: Coiled Wire Rod Edition
- Kobelco Introduces Next Generation SK850LC-11 Excavator
- FLO Components Ltd. Announces Winner in NHES Lincoln 1888 PowerLuber Grease Gun Contest
- Volvo Launches New SD70 Soil Compactor
- Hangcha Forklift Canada Strengthens Quebec Presence
- Case IH Launches Nutri-Tiller 1000 Series
- Gray Tools Supports Skilled Trades Education
- Peterbilt Reinforces Commitment to Canadian Market
- Fuel Transport Named Coca-Cola’s Canadian Carrier of the Year
- CASE CE Authorized Dealer Network Change In Ontario
- Volvo Launches New Electric Trucks
- Single Autonomous Class 8 Truck Trial Complete
- New Cat Orange Peel Grapple And Bucket Attachments
- Freightliner Adds Digital Dash To Cascadia
- Articulated vs Rigid Off-Highway Trucks: Choosing the Right Hauler for Canadian Job Sites
- Hydrogen-Fueled Trucks Are Here
- Wabash Unveils Next-Generation Cargo Assurance Solution
- Daimler Truck Celebrates 130 Years
- Caterpillar Updates AP Pavers
- Standard Flow vs High Flow Skid Steers: What Canadian Buyers Should Check Before Paying More
- New NPK Dealer In Ontario
- SAKAI Adds New Dealer In Canada
- Alberta Equipment Expo Returns In 2027 Bigger Than Ever
- MAJOR Showcases Innovative Screen Media Solutions
- EvoQuip Celebrates 10 Years
- Doppstadt Introduces New SWS 6 Spiral Shaft Separator
- Alliance Concrete Pumps Expands Aldergrove Facility
- Epiroc Extends Warranty For Selected Excavator Attachments
- Eagle Iron Works Launches Hawk Fines Recovery Plant
- Terex Launches TRAC Vibration Analysis System for Screening Equipment
- Unique ABG Screed Delivers High Performance
-
May
- Powerscreen Celebrates 60 Years of Mobile Screening At Hillhead 2026
- Craig Manufacturing Acquires Intellectual Property of 4-D Welding & Fabricating
- Supply Post June 2026 Issue – Read it now!
- Alberta Is Reducing Trucking Barriers
- Unlock More Tonnage from Your Primary Crusher with Heavy-Duty Jaw Profiles
- Trail King Introduces New Steering Trailers
- Mack Trucks Debuts New Windshield Technology
- Used Excavator Hours: When a High-Hour Machine Is Still Worth Buying
- McLanahan Launches New Products
- Epiroc Presents New EC 122 Hydraulic Breaker
- Finlay Introduces New Impactors
- Astec Launches The A50 Jaw Crusher
- Talking Tailgates
- Komatsu Becomes First OEM To Commission 1,000 Ultra-Class Autonomous Haul Trucks
- Wheel Loader Tires, Buckets, and Couplers: Small Details That Change the Real Cost of Ownership
- How Buckets Stop Hard Waste Rock Contamination
- Vermeer Launches New TR6500TX Tracked Trommel Screen
- Now Accepting Applications: BCTA Scholarships for 2026
- A Trucker's Tale – Management Woes
- New Tracked Carriers From FAE
- SANY Excavators Built For Tough Jobsites
- New Holland Introduces All-New T7 XD Tractor
- Bobcat Introduces New Batteries For Electric Sit-Down Forklifts
- New 6040 Mining Shovel From Caterpillar
- Truck-Lite Previews New Trailer Back Up Safety System
- Used Dozers with Grade Control: Benefits, Risks, and Buying Checks
- Epiroc Launches Three All-New Electric Pit Viper Drills
- Generac Introduces New Diesel Generators
- GLS Canada Chooses Orange EV HUSK-e Trucks
- TrafFix Devices Introduces Water Cable Barrier
- Roadbuilding Success Using Crusher Buckets
- Harbour Air Takes Off with Major Network Expansion
- Compact vs. Mid-Size Wheel Loaders: Choosing the Right Size for Canadian Contractors
- Hyster Launches Revolutionary New Lift Truck Automation Solution
- New HRVB-HD Hydraulic Recycling Vacuum Bucket From Dynaset
- Techniques For Cleaning Around Obstacles With Street Sweepers
- SANY Builds Landscaping Machines For Fast, Finish-Critical Work
- New Cat 6015 Mining Shovel
- International Launches Level 4 Autonomous Fleet Trial
- 2-Speed Travel, Ride Control, and Air Ride Seat: Which Skid Steer Features Are Worth Paying For?
- Volvo CE Updates Next-Gen A60 Articulated Hauler
- Detroit introduces 2027 Heavy-Duty Gen 6 Engines
- New Cab For Vermeer D24 Horizontal Directional Drill
- Merlo Introduces New ROTO Plug-In Telehandlers
- BCCSA Opens Applications for Second Year of Bursary Program to Support Careers in Construction Safety
- Short Tail Swing vs Conventional Excavators for Urban Utility Work in Canada
- Tigercat Updates 6040 Carbonizer Permitting Progress
- Supply Post May 2026 Issue – Read it now!
-
April
- DEVELON Introduces New DX340LL-7 Log Loader
- Ecotec Introduces The New TSS 390 Plus Shredder
- New Products From SDLG
- New TI5064 Impact Crusher From Cedarapids
- Box Heat, Tailgate, Auto Grease, and Backup Camera: Which Off-Highway Truck Options Matter in Canada?
- The National Heavy Equipment Show Wraps Up Momentous 30th Anniversary Edition
- Caterpillar launches New 319 Compact Radius Excavator
- New HM460-6 Articulated Truck From Komatsu
- Bron Expands Ontario Facility
- CASE Announces New Graders
- Hydraulic Thumb, Quick Coupler, and Auxiliary Hydraulics: Which Excavator Setup Actually Saves You Money?
- Maximizing Industrial Cleanup Productivity
- Waratah Introduces New FL90 Directional Felling Head
- ProStack 150 ft Telescopic Conveyor Takes Terex To New Heights
- Komatsu Introduces New Excavators
- Kleemann Launches New MOBISCREEN MSS 1102 PRO Mobile Scalper
- Skyjack Launches New SJ5545 E Slab Scissor
- JLG Adds AUSA Equipment to Growing North American Product Portfolio
- Velocity Trailer Centers Expands Vanguard Trailer Availability
- Introducing The New Cat D8 XE Dozer
- Astec Launches New Peterson 3710E Horizontal Grinder
- New Holland Introduces New Electric Compact Machines
- Link-Belt Debuts 245 X4S Excavator
- Mid-Size Used Dozers in Canada: When to Buy a D4/D5 Class Machine vs Moving Up to a D6 or D8
- Peterbilt Reinforces Commitment to Canadian Market at Truck World 2026
- Frontline Machinery Launches Frontline Washing Systems
- Volvo CE To Close Rokbak Business
- Tigercat Revamps 568 Harvesting Head
- Connecting Canada Coast To Coast
- A Trucker's Tale – Characters I Have Known
- Supply Post Joins ICBA
- Cat Introduces New Motor Graders
- Cedarapids Launches CRH5064 Portable HSI Impactor Plant
- Mack Keystone Makes World Debut
- Tigercat Debuts New 6440 Chipper
- Metso And Nors Expand West
- Motor Grader Size Classes Explained: Matching Horsepower and Blade Width to Your Application
- Fuel Transport Adds Dedicated Fleet Footprint Option For GTA
- How To Keep Hydro Excavation Trucks Running Their Best
- Detroit Launches New DT12-VL
- JLG Introduces New 860SJ+ Boom Lift
- Volvo CE Brings Next-Gen Wheeled Excavators To North America
- Mack Trucks Introduces All-New Granite
- Kenworth Introduces The C580
- Stoughton Adds TyCorra Fleet Solutions As Dealer In Eastern Canada
- Vermeer Introduces New Vacuum Trucks
- Rototilt Celebrates 40 Years
- Two New Skid Steer Attachments From Loftness
- Queclink Develops Satellite-Enabled Vehicle Tracking
- Canadian Concrete Expo 2026 Sets New Records
- Euro Auctions Group Delivers Strong March Performance
- Why Your Dozer Always Breaks Down on the Last Day of the Job
- BOMAG Launches New BT 30 Tamper
- Tesab Introduces New 623TR Impact Crusher
- Supply Post April 2026 Issue – Read it now!
-
March
- Three Weeks Remain Until the Return of the National Heavy Equipment Show
- Heil Trailer Marks 125 Years
- Manitoulin Transport Opens New Moncton Terminal
- Atlantic Heavy Equipment Show Wraps Momentous Edition
- Volvo Unveils The New EC950 High Reach Demolition Excavator
- Anaconda Equipment Launches The I14R Impact Crusher
- Rebar Recovery Using Crusher Buckets
- Kenworth Introduces New Medium Duty Battery-Electric Trucks
- Ammann Unveils New Colors for North American Machines
- Mack Trucks Launches New Vocational Models
- What Happens In Vegas, Stays In Vegas…Or Does It?
- Atlantic Canada’s Largest Heavy Equipment Show Opens 40th Anniversary Edition Today
- Radial Lift vs. Vertical Lift Skid Steers. How the Boom Design Changes What You Can Do
- Bobcat Unveils New Compact Loaders
- Gradall Introduces New XE 4100 Excavator
- New Holland Adds New D-Series Mini Excavators
- GOMACO Introduces Revolutionary Polymer Paver
- First Look At Two Next-Generation Dozers From Komatsu
- Rokbak Trucks Cement Trust In Canada
- Brigade Demonstrates Latest Vehicle Safety Solutions
- DEVELON Debuts Next-Generation Excavators
- FLO Components Ltd. Showcases RecondOil Technology
- Weaver Auctions Joins Euro Auctions Canadian Network
- Dozer Blade Types Explained: S-Blade, SU-Blade, U-Blade, and PAT - Which One Do You Actually Need?
- A Trucker's Tale – Bored In Baltimore
- 2026 Atlantic Heavy Equipment Show Guide is here!
- John Deere Enters New Era Of Excavators
- Terex Washing Systems Launches New FM 300 Compact
- Volvo CE Launches Three New-Gen Compact Excavators
- JLG Introduces ES2632M Micro-Sized Scissor Lift
- Case IH Launches New Farmall Compact Tractors
- BC’s Wildfire Future Needs Forest Professionals
- Excavator Configurations for Demolition Work: What to Look For Beyond Weight Class
- Ammann Launches New Forward-Moving Vibratory Plates
- Forests Canada Passes 7 Million Tree Milestone In Ontario Greenbelt
- Zero-Emission Trucking Testbed Report Released
- Forestry Is a Solution: Voice Your Support
- Peterbilt Introduces Electronic Parking Brake For Class 8 & Medium Duty Vehicles
- 2025 A Banner Year For Wildfire Salvage
- New Grapple Designs From Hultdins
- FPAC and Canada Wood Welcome Renewed Canada–China Cooperation
- Sandvik Invests In New Manufacturing Facility In Greater Sudbury
- Canadian Wood Council Advances Wood Innovation and Education
- February 2026 Canadian Equipment Market Insights
- The Silviculture Innovation Program and the Forest Enhancement Society of BC Launch New Extension Specialist Role
- A New Digital Service From Ponsse Monitors Logging Emissions
- Super-Heavy Loads Affect Travel In Edmonton Region
- Wabash Launches Trailers As A Service
- MAXAM Tire Introduces New MSV01 PRO
- Doppstadt Brings Redback Horizontal Grinders To North America
- Tigercat Releases Convertible Mulcher Carrier
- Significant Upgrades For Liebherr Gen 8 Crawler Excavators
- Tigercat Begins Production Of H-Series Feller Bunchers
-
February
- Supply Post March 2026 Issue – Read it now!
- Meet The Tree Nursery Growing Future PEI Forests
- Alamo Group Acquires Petersen Industries
- Production Begins Of All-New Mack Anthem
- Yukon Announces New Forest Sector Fund
- Safety Advice For Mulching Attachments
- Lode King Introduces Distinction RG Series For 2026
- Complete Excavator Price Guide for Canada (2026 Updated)
- Foreman Equipment Strengthens Customer Support with Terex Gold Level Train-the-Trainer Certification
- CTNA Sounds Alarm Over Critical Tree Seedling Shortage
- Trade Show Season Is Back And Better Than Ever!
- CBI Promotes CBI 5900T Horizontal Grinder At Conexpo
- The Hidden Cost of Hauling: How On-Site Air Curtain Burners Reduce Transport Emissions
- Quadco Introduces New M42 Mulcher
- Task Force Begins Work To Transform Canadian Forestry
- John Deere Introduces New L-III Wheeled Feller Bunchers
- Komatsu Introduces XF895-3 Forwarder
- A Trucker's Tale – Slick Nick
- Report Calls For Fundamental Shift In BC Forest Management
- Rigid Reveals New Phoenix Series Lights
- Komatsu Integrates engcon Tiltrotators
- TrafFix Devices Highlights Urbanite Pedestrian Wall
- A New Era For AUSA With JLG
- Metso Introduces A Groundbreaking Life Cycle Services Model For Minerals Processing
- Maximum Excavation Equals Maximum Production
- Hamm Launches New HC 130i C VA Compactor
- JCB Launches Two New Compact Units
- Ultimate Guide to Buying Construction Equipment in Canada
- Felling Directional Drill Trailers: Safety In The Field
- Celebrating 50 Years Of Nordberg C Series Jaw Crushers
- Sand, Gravel, And Woman Power For Kleeman Screening Plants
- No Futility For Utility Contractors
- January 2026 Equipment Market Insights
- Super-Heavy Load Affects Travel In Northeast Alberta
- Bobcat Introduces New Compact Excavators
- The Agri Pivot: A Versatile Telescopic Wheel Loader
- Perkins Launches 2806F-E18TAG2 ElectropaK Engine
- Winnipeg To Be Future Home of Gate
- Peterbilt Celebrates 100,000th Model 567
- FAE Launches New PT300 D:MINE Demining Vehicle
- JLG Marks Year Of Growth In North America
- Cedarapids Launches CRH5064 Portable HSI Impactor Plant
- Brokk Celebrates 50 Years As Pioneers In Demolition
-
January
- CCLS Opens New Logistics Facility In Mississauga
- Supply Post February 2026 Issue – Read it now!
- Street Sweeping In Various Climates: What To Know
- New VSE Tornado Screening Buckets From Simex
- Bobcat PG1140 Combines Power and Portability in One Rugged Trailer
- Merlo Introduces New Telehandler
- International Begins Autonomous Fleet Trials
- Sandvik Invests $51M CAD In New Saskatoon Facility
- Anaconda Equipment Expands Dealer Network With Skreenquip Partnership
- Fecon FTX150-2: A Powerful Firefighting Ally
- CTA Launches Stop Illegal Trucking Campaign To End Industry Lawlessness
- Registration Now Open For 2026 National Heavy Equipment Show
- Komatsu Introduces New PC365LC-11 Excavator
- BC Releases Independent Review Of CleanBC
- Kubota Canada Expands Construction Lineup
- From The Archives: The Flea Circus
- Supply Post's Toll-Free Phone Number Has Been Found!
- A Trucker's Tale – To Be Frank
- From the Archives: Tilt Deck Trailer Innovation On Vancouver Island
- Alberta Plans Reforms For Sand And Gravel
- Goodyear Launches Search For The Most Heroic Truck Drivers
- Peterbilt Delivers First Model 567 Built in Canada to Environmental 360 Solutions
- New Holland Introduces T7.270 Methane Power Tractor
- HD Hyundai Launches HT38 CTL Track Loader
- Vermeer Expands Microtrenching Solutions
- Guzzler Revolutionizes Offloading Solutions
- Bobcat Introduces EA Series Variable Speed Industrial Air Compressors
- Leasing vs. Buying Heavy Equipment: What’s Best for Your Business
- Setting Up Sewer Systems For Success In The New Year
- Tigercat Announces 5185B Enhancements
- More Options In Ontario For Stargate Trailers
- Brandt Showcases Expanded Lineup of Heavy Haul Trailers at NTDA Convention
- Canada's First Hydrogen-Powered Grocery Delivery Truck
- Caterpillar Updates Mini Excavators
- Large Loads Affect Travel In North Central Alberta
- MAGNA Strengthens North American Footprint with Molson US Powerscreen
- JLG Introduces New R13100 Telehandler
- New Guide Will Help Employers Build A Policy For Automated External Defibrillators
- December 2025 Canadian Equipment Market Insights
- Cat Introduces New Track Clamp Master Link
- Komatsu Unveils Historic P&H 2100BL Shovel Monument
- Nors Appoints New National Leadership For Canadian Market
- Towmaster Launches New T-30D Triple-Axle Drop-Deck Trailer
- Bandit Announces Centrifugal Clutch Option 12XC Woodchipper
- Registration Now Open for 2026 Atlantic Heavy Equipment Show
- Vactor Releases Dual Hose Reel For Ramjet Trailer
- Ammann America Expands Dealer Network in Ontario and Quebec
- Freightliner Cascadia Takes Spaceplane One Step Closer to Orbit
- Gomaco Introduces Revolutionary GP348 Paver
-
June
-
2025
-
December
- Kleemann Plant Train Delivers Two Material Specifications
- Supply Post January 2026 Issue – Read it now!
- John Deere Redesigns Two Compact Excavators
- Tigercat Rebrands Attachments Line To TCi
- Meet A Recycling Powerhouse: The Lippmann 3062 Jaw Crusher
- Komatsu Introduces XF895-3 Forwarder
- Supply Post Holiday Hours
- Canadian Combine Sales Soar In August
- Genie Expands Optional Accessories For Boom Lifts And Scissor Lifts
- AEM Unveils Comprehensive Study On Water Utilization
- Nors Now Distributes Manitowoc Mobile Cranes
- Announcing The 28th Annual Pacific Agriculture Show
- Peterbilt Introduces All-New Medium Duty EVs
- From the Archives: Harrison Makes A Comeback
- Tyalta Industries Announced as ProStack Distributor for Western Canada
- From the Archives: Butler Takes Volvo Line
- A Trucker's Tale – Trucking Stories
- 55 Years, Eh?
- Astec Introduces New EZR3 Screed
- Skyjack Scissor Lift Put To Work At University Of Guelph Alumni Stadium
- Indeco HP 7000 Successfully Tackles Tough Quarry Challenges
- Tigercat Introduces High Performance X877 Buncher
- ESCO Introduces New CycloBurst Barrel
- LiuGong Unveils Flagship Forklift
- Komplet Celebrates 25 Years of Innovation
- Manitoulin Acquires Martin Roy Transport
- November 2025 Canadian Equipment Market Insights
- Manitou Launches New Large-Frame Loaders
- Alberta Puts The Brakes On Predatory Towing
- Celebrating the 850,000th Western Star Built
- FAE Introduces New RCU45 Ultra-Compact Tracked Carrier
- Super-Heavy Load Affects Travel In Northeast Alberta Dec 9-10
- LBX Company Announces 145 X4S Excavator
- EvoQuip Expands Jaw Crusher Range With Bison 220 & 220R
- Cat Introduces Smarter Articulated Trucks
- Finlay Launches New 693 & 694 Inclined Screeners
- MDS Marks 30 Years In Business
- Brandt Opens New Grande Prairie Truck & Trailer Facility
- Samsara-Trucking HR Canada Top Fleet Employers scholarship applications now open
- Vermeer Launches New ML Series Mini Loaders
- Working From A Distance With Hydro Excavation
- Bobcat Unveils Its Most Powerful Small Articulated Loader
- Hyster Expands UT Line
- John Deere Introduces New L-III Skidders
- Hitachi Announces New Brand Name: Landcros
- Supply Post December 2025 Issue – Read it now!
-
November
- Large Loads Impact Travel In North Central Alberta
- Cat Introduces Next Gen Backhoe Loaders
- Komatsu Opens New Full-Service Parts Distribution Center In Edmonton
- Mack Debuts All-New Mack Anthem
- Calling All Future Pros: DEWALT Trades Scholarship Now Accepting Applications
- Telestack Launches TCL 2031 Track Mounted Conveyor
- Tigercat Upgrades 850 Series Processor
- Rokbak Haulers Worth Their Weight In Gravel For Alberta Crew
- Lippmann & Maverick Expand Partnership
- Kubota Canada Launches Grand L70 Series Compact Tractors
- A Quarry Story: Liebherr Crawler Excavator R 992
- LBX and Equipment Sales & Service Win First Place at the 2025 Global Skills Contest
- Nors Donates Volvo L25 Wheel Loader For Sustainable Housing
- IEOA Announces 26th Annual Truck Parade & Food Drive – December 6, 2025
- Western Star Hauls A Giant Of The Skies
- The 2025 Supply Post Christmas Shopping Guide
- A Trucker's Tale – Staying Awake
- Thermo King Expands TE Series For Electric Buses
- Maxam Tire Adds New 45/65R45 To The MS501 L5 Series
- Allison Transmission Monitoring Now Available Across All Mack Powertrains
- Bridgestone Launches V-Steel Highway Service 3 Crane Tire
- Bridgestone Launches New Firestone FS592 Trucking Tire
- Stoughton Trailers Unveils Next-Generation Intermodal Container
- A Perfect Pairing: Allison Transmission 4500 RDS Model + Cummins
- Bendix ADB22X Air Disc Brake Marks 20 Years
- Loftness Introduces Hydraulic Cooler For New Kubota Track Loader Model
- FAE MTL Multitask Head Now Available For Tractors Up To 300 Hp
- New Bendix Fusion Now Available On Kenworth T680s
- MAXAM Tire Expands AgriXtra Line
- The Critical Role Of Vacuum Trucks In Post-Disaster Cleanup
- Epiroc Introduces Automatic Bit Changer
- Sandvik Introduces Newtrax Control Room Editor
- Alamo Group Opens New Facility In Caledon
- Freightliner M2 Plus Models To Feature LED Headlights
- Engcon & Develon Join Forces To Launch Tiltrotator-Ready 9 Series Excavators
- New Cat C32B Engine Delivers High Power Density and Improved Durability
- Offset Helix Rotor Design Sets Industry Standard
- Canadian Concrete Expo Expands For 2026
- New Lifting Points From Pewag
-
October
- Super-Heavy Load Impacts Travel In Northeast Alberta
- Tele Radio Enhances Safety For VDL Container Systems
- Supply Post November 2025 Issue – Read it now!
- Liebherr Launches Unicontrol On G8 Crawler Dozers
- FAE App Can Reposition RCU Vehicles
- Software Updates For Cat 303.5 CR Mini Excavator
- New RH9 Rock Drill Head From Vermeer
- Indeco IMH Hydraulic Mulchers Ideal For Clearing
- A Bucket for All Jobs
- New Holland Launches myNewHollandConstruction Telematics
- Waratah Launches New H427 & H427X Harvester Heads
- A Heavy Equipment Spring Is Coming!
- Mulching Tips And Strategies For Post-Fire Cleanup
- CPKC 2025 Holiday Train Kicks Off Nov. 19
- A Trucker's Tale – Hit and Run!
- New G-Tier Rollers From Hamm Ideal For Rentals
- Kobelco And Trimble Announce Expanded Collaboration
- Fecon Introduces New Stone Crusher Series
- Case IH Unveils Steiger 785 Quadtrac
- DEVELON Adds New Forestry Equipment
- PACCAR Now Offers Allison Neutral At Stop Standard
- Wirtgen Presents Next Generation WR Series
- Euro Auctions Acquires Associated Auto Auction
- Kenworth To Address Diesel Technician Shortage
- FAE Introduces SAE Universal Attachment Plate For RCU75
- Komatsu Introduces 951XC-1 Harvester
- ProStack Launches TW 36-150 Telescopic Conveyor
- Ammann Unveils New Add-On Compactors
- New D-Series Mini Excavators From New Holland
- Trailer Manufacturer Showcases Products
- New Mack Anthem Now Available To Order
- Takeuchi Introduces New TL11R3 Compact Track Loader
- Doppbasket System Redefines Versatility For Doppstadt Inventhor
- Quadco Now Carries Bracke T26.b Disc Trencher
- DEVELON Introduces Powerful New Material Handler
- Eco Log Introduces New 688G Harvester
- Vermeer Unveils Electric Tree Care Equipment
- Keep Your Equipment Safe With Allu Tracker
- From Potatoes To Glass And Everything In Between
- Link-Belt Excavators Appoints JT Equipment As Authorized Dealer
- Supply Post October 2025 Issue – Read it now!
- Meet Hercules: The Heavy-Duty Telehandler
-
September
- VMAC to Showcase Multiple New Products at The Utility Expo 2025
- Mammoet Successfully Relocates Historic Church
- Bobcat Launches New Equipment At The Utility Expo 2025
- New Cat 980 GC Wheel Loader Delivers High Performance
- CASE To Showcase At The Utility Expo 2025
- OZ Lifting Showcases New Stainless Steel Davit Crane
- A Trucker's Tale – Hot Load!
- Komatsu Introduces New Excavators
- Turning Forestry Waste Into Industrial Fuel
- Seaspan Unveils New State-of-the-Art Operations Centre at Vancouver Drydock
- FAE Upgrades SSM Forestry Tiller
- John Deere Debuts Snow Removal Mapping
- JLG Expands ClearSky Smart Fleet IoT Platform
- NORCAT Selected To Advance Telecom Integration In Mining
- Dynaset Hydraulic & Electric Solutions For Farms
- Nova Scotia Updates Critical Minerals Strategy
- Feedback Wanted About Proposed Changes To PEI Off-Highway Vehicle Act
- Ontario Leads G7 With First Small Modular Reactor
- Euro Auctions Group Continues Expansion With New Acquisitions
- Vermeer Launches Tracked HG4000TX Horizontal Grinder
- Peterbilt Introduces New Front Frame Equipment Mounting Package
- ProStack Launches 150ft Conveyor
- Mack Trucks Delivers First Mack LR Electric Refuse Vehicle
- Elgin Sweeper Introduces Advanced Digital Control Panel For Pelican Sweepers
- CIB Announces $194 Million Partnership With JOLT
- FAE Updates Fixed-Tooth Mulcher For 5-Ton Excavators
- Lessons from Quebec: Flexibility Could Drive EV Progress
- Eaton And Chargepoint Establish Industry-First EV Charging Partnership
- Mack Introduces New MD Electric Bucket Truck
- ML-Truck Equipment Announces Opening Celebration
- National Heavy Equipment Show is Celebrating 30 Years Strong of Industry Power!
- Volvo Construction Wins Award For New Electric Design
- Hyster Expands Lineup Of Electric Forklifts
- FAE Enters Rotary Cutter Market With The New RCM/SSL
- Ammann Unveils Electric-Drive Reversible Plate Compactor
- Fed To Delay and Review EV Sales Mandate
- Allison Transmission 3000 Series Now Available with CNG-Powered Mack Granite
- Ballard Announces 1.5 MW Fuel Cell Engine Order For Sierra Northern Railway
- JLG Adds New Micro-Sized Scissor Lifts
- New All-Electric CBG 500 E Transshipment Cranes For Associated Terminals
- Meet The All-Electric 856HE MAX Wheel Loader From LiuGong
- Alberta Rejects Fed EV Mandate
- Peterbilt Launches Model 579EV And All-New Model 567EV
- International Introduces eRH Series Electric Trucks
- Supply Post September 2025 Issue – Read it now!
-
August
- Hamm Introduces HX 70e Battery-Powered Electric Tandem Roller
- Mean Green Introduces First Commercial-Electric Stand-On Autonomous Mower
- AUSA Unveils Electric Rough Terrain Forklift And Reversible Dumper
- First Diesel Trolley Power Agnostic Truck From Komatsu
- Ballard To Supply Fuel Cells To Samskip Vessels
- Gasoline Out Of Thin Air?
- The Rising Demand for Used Forestry Equipment in British Columbia
- Volvo CE Debuts Two Mid-Size Electric Machines
- Mecalac Launches es900tele Electric Telescopic Swing Loader
- Atlantic Heavy Equipment Show Celebrates 40 Years in Gear!
- FLO Components Ltd. Promotes Roger Freitas to Director of Operations
- Challenge Accepted: Fully Electric Telescopic Lifts From Faresin
- Island Yarder Gets Amped Up
- ESS Limited Expands Toronto Service Shop
- Building For the Future…Now!
- A Trucker's Tale – It’s Your Tie-Ya! (Tire)
- How to Sell Your Equipment on Supply Post
- History ReBoot 4.0: The Edison Motors Story
- Compact. Versatile. Quiet. Fully Electric!
- Heavyweight Matchup: The T-24D Trailer and Directional Drills
- Cat Introduces New Single Life Cutting Edges
- John Deere Launches New 510 P-Tier Excavator
- Merritt Acquires Magnum Trailer & Equipment
- MICHELIN Launches New X-CRANE 2 Tire
- Terex Ecotec Adds New Windrow Turner Range
- Top 10 Skid Steer Attachments For Maximum ROI
- July 2025 Canadian Equipment Market Report
- Keeping Streets Clean In The Summer
- Fassi Introduces New F705R.2-HXP-TECHNO Crane
- Hyster Adds Pedestrian Awareness Camera
- KIOTI Introduces Flow+ System For Compact Loaders
- Manitoba Invests In Three New Waterbombers
- Felling Trailers Awarded Cooperative Purchasing Contract With Canoe
- Kenworth Expands PACCAR TX-12 PRO Auto Transmission Availability
- New JLG Rapid Replaceable Platform Now Standard on Select Boom Lift Models
- New High Performance Circle For Cat Motor Graders
- Top 5 Challenges Facing Canadian Contractors in 2025 and How Equipment Choices Can Help
- Alberta Invests In Technology Transforming Tailings Ponds
- Choosing The Best Boom
- Komatsu Debuts New TimberPro Swing Machine
- Metso Introduces Enhanced Copper Electrorefining Technology
- John Deere Updates P-Tier Loaders
- FAE Upgrades PT300 Tracked Carrier With New Head
- Tips for Safely Transporting Heavy Equipment Across Provinces
- Daily Heavy Equipment Inspection Checklist
- Big Results: Microtrenching With Guzzler MT
- Supply Post August 2025 Issue – Read it now!
-
July
- New W100D Compact Wheel Loader From New Holland
- EDGE Innovate Launches New SCREENPRO S16
- Cat Upgrades Medium Wheel Loaders With Collision Warning System
- Alberta To Grow Manufacturing
- Revenue-Generating Summer Jobs For Land Contractors
- 5 Facts About Liebherr Wheeled Excavators
- Diesel vs. Electric Heavy Equipment in Canada
- Four New Mini Excavators From CASE
- VMAC Showcases Lean Expertise
- Brandt Opens New Winnipeg Facility
- 6 Unique ADT Uses Beyond Mining And Quarrying
- What Makes a Great Equipment Listing? Photo, Price & Copy Tips
- Finlay Unveils Transport-Friendly J-1280 Jaw Crusher
- Distinction Aluminum Hoppers Get Upgrade From Lode King
- Brokk Introduces New 130+ With Smart Power+
- John Deere Launches New H Series Forestry Machines
- Potain Tower Cranes Support $3B Skytrain Project in BC
- Waratah Launches New H427 Harvester Head
- Forestry Equipment Maintenance: Essential Tips for Maximizing Equipment Longevity and Performance
- MDS M515 Redefines Rip Rap Processing In North America
- Manitoulin Transport Delivers Life Saving Pet Food To Wildfire Affected Communities
- Mack Trucks Introduces All-New Mack Anthem
- HD Hyundai Announces Merger Of Construction Equipment Divisions
- Kenworth Chillicothe Plant Hosts Fourth Annual Kenworth Truck Parade
- Vermeer Launches New MTR516 Microtrencher Attachment
- Brandt Introduces New Heavy-Duty Material Handler
- A Trucker's Tale - A Tale of Good Cops
- How to Choose the Right Excavator Attachment for Your Job: A Complete Guide
- Stellar Debuts Heavy-Duty Tire Service Solutions
- Manitoba Invests $6.1 Million For Highway Reconstruction Project In Powerview
- GINCOR Werx Named One Of Canada’s Best Managed Companies For Third Consecutive Year
- Liebherr Tower Crane Lifts Steel Components For Giant Witches Broom
- Via Rail Launches Locomotive Engineer Apprenticeship Program In Northern Manitoba
- Peterbilt Adds TX-12 PRO Automated Transmission To MX-13 Engines
- Wirtgen Introduces SP 33 Slipform Paver
- First Two Replacement Cranes Arrive At GCT Deltaport
- CASE Beefs Up Large Excavator Lineup With New CX380E
- Vermeer Adds Triple Mowers
- June Market Insights: Canadian Equipment Market
- More Sand And Gravel, Less Red Tape For Alberta Aggregates
- Caterpillar Announces Excavator Upgrades
- Madill Returns to U.S. Market with First Sale of Upgraded 4000 Log Loader
- Wabash To Modernize Transportation Manufacturing With AI
- Kenworth Announces New T880S Performance Hood
- The Future of Heavy Equipment Rentals in Canada
- Firefighter Training Underway Ahead Of 2025 Wildfire Season
- Volvo CE Building Tracks At World RX
- Edge TRM831 Trommel Screen Boosts Productivity For Recycler
- DEVELON Introduces Its Next-Generation Log Loaders And Road Builders
-
June
- Manitou Launches New Scissor Lifts
- Supply Post July 2025 Issue – Read it now!
- New Actions To Power A Clean-Energy Future In BC
- DICA Introduces New EcoMax Crane Pads
- Alberta Heavy Equipment: Top Construction Industry Trends
- How Western Star is Making Trucking Cool Again to Attract New Drivers
- Bobcat Introduces New High-Capacity Diesel Pneumatic Tire Forklifts
- Holcim Acquires Langley Concrete Group Inc.
- Euro Auctions Group Acquires North Toronto Auction
- ProStack Adds New Range Of Tracked Conveyors
- FAE Launches New Mulcher For Excavators
- Heavy Equipment Auctions in Canada: A Complete Guide
- Metso Opens New Service Center In Western Canada
- CASE Adds Two New Midi Excavators
- Guide to Buying Used Dump Trucks in Canada: What to Look For
- Lode King Launches 2026 Renown Series Trailers
- Introducing The 7000XTDS Harvester Head From Quadco and Log Max
- Eighth-Generation Farmer Restores 1984 Mack R
- Cummins Introduces The X10 For 2027
- Selecting the Right Heavy Hauling Trailer in Canada
- A Trucker's Tale – Finished Lumber
- Equipment Sales & Service Limited named one of Canada’s Best Managed Companies
- Link-Belt Launches Payload Assist App
- Low-Carbon B.C. Nickel Will Bolster Canada's EV Battery Supply Chain
- Manitoba To Require NSC Numbers Starting July 1
- Road Safety Near Large Commercial Vehicles
- Electric-Drive Paver Grabs Attention At Bauma
- Pratt & Whitney Canada Selects Latecoere For Hybrid-Electric Demonstrator
- May Marketing Insights: The Latest Heavy Equipment Trends
- Vale Recognized For Safety Record
- Greater Sudbury Showcases Strong Indigenous Partnerships & Mining Excellence
- Peterbilt Showcased Advanced Technology Solutions
- Hyster Adds Hyster Tracker As Standard Feature On Broad Selection Of Lift Trucks
- More Lifting Power For Alberta
- Accelerating The Canadian Rare Earth Supply Chain
- Comparing Compact Track Loaders vs Skid Steers: Which is Best for Your Project?
- CASE Launches Five New Machines
- RCT Smart Technology Selected By Teck Resources
- Metso Launches Handling Systems For Stirred Mill Media
- Supply Post Attends Liebherr Demo Day 2025
- Terravest Acquires Tankcon
- Cat Introduces New MH3032 Material Handler
- Conveyor Design: The Backbone Of An Efficient Crushing System
- New Mine Will Create Hundreds Of Jobs In Northern Manitoba
- Meet The 2026 Distinction Super-B From Lode King
- Kenworth Announces Sunset of the Iconic W900, T800, and C500 Models
- Finlay Introduces New 883+ Electric Scalper
- Genesis Announces GXT EVO Mobile Shear
-
May
- How to Sell Heavy Equipment Fast in Canada: 5 Proven Strategies
- Supply Post June 2025 Issue – Read it now!
- Metso Launches New Nordberg HPe Series Cone Crushers
- Superior Patents Recirculating Conveyor On Sentry HSI Plant
- Sandvik To Supply Largest-Ever BEV Fleet
- Volumetric Concrete Manufacturer ProAll Launches Global Expansion
- Using Recycled Crushed Aggregates In Linear Infrastructure
- Kenworth Unveils W900 Legacy Edition
- Bobcat Adds Two New Tractor Models
- Volvo Launches New Generation Of Wheel Loaders
- VMAC Delivers Air Compressor Systems For Mining Applications
- New Report Reveals Contamination and Tailings Risks at Red Chris Mine
- Simex Introduces New Attachments At Bauma
- How to Inspect Used Excavators in Canada
- A Trucker's Tale - College Trucking
- EvoQuip Launches Its First Trommel
- Cargobull Upgrades TRUs
- Solving Farm Land Scarcity With Rooftop Greenhouses
- Vermeer Introduces Verifier G1 Utility Locator
- John Deere Introduces Two New Direct Hitch Scraper Models
- FAE Introduces Multipurpose Demining Arm
- 70+ Projects To Support Forestry In BC
- Next-Level Automation For Superior Cones
- Manitoba Government Partnering With Mining Association Of Manitoba Inc. To Grow Critical Mineral Market
- Canadian Sales Of Agricultural Tractors & Combines Grow
- BC Wildfire Service Has Record Application Numbers Ahead Of Wildfire Season
- Navigating Equipment Financing: How to Secure Loans for Heavy Machinery
- Krokodile Mobile Shredder: Revolutionizing Disaster Cleanup
- New Mini Brush Cutters From Diamond Mowers
- CBI Launches ChipMax 364T Whole Tree Chipper
- Bobcat Adds New Heavy Construction Equipment
- April 2025 Marketing Insights
- Big Rigs, Big Action: 2025 Atlantic Truck Show Hits Moncton Coliseum Today
- Cat Introduces New 775 Off-Highway Truck
- Newly Redesigned Flail Mower Attachment For Skid Steers
- Liebherr Announces Demo Days This June
- Terex Ecotec Promotes Cancer Awareness With Custom Blue TDS 815 Shredder
- John Deere Introduces Skidder Transmission Assurance Program
- Hydron Energy Announces Equity Investment from Modern Niagara Group
- PEI Receives Final Report From Forestry Commission
- Meet The New RQL/HY Forestry Mulcher From FAE
- Seaspan Begins Construction On Heavy Polar Icebreaker
- McCloskey International Celebrates 40 Years
- Doepker Acquires Peerless And Scona
- Jardine Auctioneers Becomes Part Of Euro Auctions Group, Joins Forces With Michener Allen Auctioneering
- Mammoet Breaks Record For Heaviest Transport In Alberta
- Supply Post May 2025 Issue – Read it now!
- BCCA Announces Launch of Construction Education Fund
- CBI Unveils New 5900T Horizontal Grinder
-
April
- Leading Resource Industry Expo Returns To Northern BC
- The Fecon Bull Hog: The Ultimate Mulching Machine For Land Clearing
- Caterpillar Introduces New FM528 GF/LL Forest Machine
- Thousands of Industry Professionals Gathered at Debut Alberta Equipment Expo
- Waratah Launches Forestry Grapple Line
- Automated Leader-Follower Platooning On Forest Roads Test A Success
- Tigercat Launches New Steep Slope Carriers
- Komatsu Announces New TimberPro TN230D Log Loader
- John Deere Updates Select Forestry Equipment
- Ponsse Introduces New Greasing System For Forestry Machines
- Hello, Hydrema!
- Bauma, Bauma, Bauma!
- A Trucker's Tale – Seabee Memories
- The Inaugural 2025 Alberta Equipment Expo Is Here!
- March 2025 Marketing Insights
- Peterbilt Introduces New LED Pod Headlights For Model 589
- Tommy Gate Now Offers Lifting Solution For EVs
- Terex Recycling Systems Launches TDS-820SE Low Speed Shredder
- Volvo Introduces Straight Boom For Electric Mini Excavator
- MAGNA Expands Offering with Swiss-Engineered GIPO Products
- Updates To Eagle Iron Works Classifying Tanks
- New Vermeer Bit Boss System Advances Bit Retention For HDD
- Bobcat Debuts B760 Backhoe Loader
- Cooper Equipment Expands With New Acquisitions
- Purchasers And Lessees Of Certain Hino Trucks Sold In Canada May Qualify For $55M Class Action Settlement
- Seaspan Invests $2.5 Million In Indigenous Shipbuilding Training
- Hangcha Forklift Canada Secures Major Contracts
- NASCAR Depends On Elgin Sweeper
- Caterpillar Releases Limited Edition Machines To Honour Centennial
- BOMAG Introduces New Paving App
- Mack Trucks Celebrates 125 Years
- CASE 580EV Electric Backhoe Loader Earns Award
- John Deere Adds All-New Dozers
- Volvo Launches Five New Hybrid Excavators
- Caterpillar Introduces New 789D Autonomous Water Truck
- HX90A Tops Hyundai’s Compact Excavator Line
- Mecalac Unveils The Revo990 Backhoe Loader
- Forests Canada Announces Award Winners
- Seaspan’s Welding Centre of Excellence Lab Obtains ISO Accreditation
- Alberta Tax Credit Fuels Bioprocessing Industry
- Sandvik Introduces New D50KX Drill Rig
- Screed Configurator For Pavers Now Available From Dynapac
- New Tadano AC 5.250L-2 All Terrain Crane
- Supply Post April 2025 Issue – Read it now!
- VMAC Unveils e30 Battery Electric Powered Rotary Screw Air Compressor
-
March
- Revolutionize Waste Management With LiuGong
- Cat Releases New 395 Long Reach Excavator
- LNG-Powered Ships Can Now Fuel Up At The Port Of Vancouver
- JCB Celebrates One Million Backhoes
- Liebherr Launches New PR 776 Generation 8 Crawler Dozer
- Brokk Now Dealer For SHERPA Mini Loaders
- The Unique Industrial Value Of The Articulated Hauler
- Sany Rough-Terrain Crane Featured In New Operator Program
- Hitachi Is Back With New Compact Line-Up
- Immigration Plays Critical Role In Construction Sector
- Horizon Aircraft Sees Growing eVTOL Interest From Military
- Haver & Boecker Niagara Showcase Full-Size Portable Plant
- CM Labs Expands Walkaround Inspection Packs
- MAJOR Introduces Advanced Screen Media Technology
- Foreman Equipment Welcomes Wash Recycling Expert Tim Best
- Velocity Truck Centres Expands Footprint With New Branch Opening In Kelowna, BC
- A Trucker's Tale – Military Projects, A Gallery
- Watch for our April Issue!
- Palfinger Launches New P6 Radio Remote Control
- Alberta Levies New Electric Vehicle Tax
- Epiroc Launches New DTH 5 Hammers
- Engcon Launches New Tiltrotator
- The Power Behind Geothermal Drilling
- Genie Debuts New Boom Lifts
- Canadian Crane Service Adds New LTM 1160-5.2 To Fleet
- Six Ways Rokbak Trucks Make Operating Straightforward
- Cedarapids TI4250 Horizontal Shaft Impactor Now Available
- New Range Of Overhaul Kits For Perkins 2000 Series Engines
- Metso Releases New Power Unit For Nordberg MP Cone Crushers
- New 250E Loader From Tigercat
- Process Challenging Waste With The VS420 Shredder From Edge Innovate
- Genie Launches New Telehandlers
- New B.C. Council Will Advocate For Forestry Workers
- Bobcat Of Vancouver Joins Bobcat Company Dealer Network
- Now Is The Time To Shop Canadian!
- Resilient Supply Chains: Meeting The Challenges Of A Changing North America
- Purolator Acquires Livingston International
- Keestrack Showcases New Machines At Bauma
- Verne Achieves Hydrogen Storage Milestone
- Volvo Unveils Brand New Lineup Of Articulated Haulers
- New Holland Introduces New TH6.26 Compact Telehandler
-
February
- Supply Post March 2025 Issue – Read it now!
- Canada Cartage To Acquire Walmart Fleet
- Kubota Celebrates 50 Years In Canada
- Rare Vintage Wheels Roll Into Alberta Museums
- Tigercat Launches 120 Winch Assist
- Expo Grands Travaux Returns To Saint Hyacinthe This Spring
- CPKC Orders Ballard Fuel Cell Engines For North American Locomotives
- Nors Promotes Roadshow In Canada To Reinforce The Launch Of The Global Brand
- DC Equipment Showcases Iconic Brand Madill
- Lode King Updates Prestige Super-B Trailer
- Preparing Your Business For Potential Tariffs: What You Need To Know
- Finlay Introduces C-1550+ Tracked Cone Crusher
- A Trucker's Tale – The Last Hoorah
- Low-Value Wood Waste Generates Benefits For Fort St. James
- JLG Announces New JLG 519 Telehandler
- Liebherr Delivers 1,000th Airbus A220 Landing Gear Brace
- Tigercat Releases LX877 Feller Buncher
- Volvo CE Adds Two Mid-Size Excavators
- Mullen Ramping Up US Battery Production
- Metso Introduces Integrated Copper Electrowinning Plant
- Bobcat Machine IQ Remote Engine Security Feature Available Across Additional Equipment
- Mecbo America Launches Beton Cap Concrete Mixer-Pump
- Manitoba Plans Multi-Year Infrastructure Investment Strategy
- Clean Carrier Program Achieves Significant Reductions
- CN Launches New Medium Horsepower Hybrid Locomotive
- Cummins Launches New 6.7L Turbo Diesels
- New Scavenger Wash Circuit From Superior
- Great Dane Commemorates 125 Years In Transportation
- BC Supports Forest-Sector Manufacturing
- OZ Lifting Relaunches Tele-Pro Davit Crane
- Essential Tips For Preparing Your Street Sweepers
- New Cat D8 Dozer Provides Next-Level Technology
- Mecalac Launches 3 New Compact Excavator Models
- Pettibone Introduces Extendo 1536X Telehandler
- New Powerful Cedarapids Static Cone Crusher
- Supply Post February 2025 Issue – Read it now!
-
January
- Caterpillar Adds 20 kVA Mobile Genset
- Manitoulin Transport Opens New Terminal In Alberta
- LBX Company Announces 370 X4S Excavator
- Fassi Releases New F2350RL-XHP Techno
- John Deere Showcases New Autonomous Tech
- Maximize Winter Work For Land Management Pros
- Caterpillar Launches New Telehandlers
- Nors Appointed Exclusive Volvo CE Dealer For Manitoba
- Metallica Inspires New CASE Compact Track Loader
- Mecalac Brings Revotruck To North America
- Kubota Adds Three New Compact Models
- Brandt Gives $550,000 In Donations
- Western Star Transports Martin Mars Bomber
- Edmonton Set To Welcome Inaugural Alberta Equipment Expo
- The Ultimate 2025 Trade Show List!
- A Trucker's Tale – Autocars and The Missing M16
- Yanmar Launches New Line of Branded Attachments For Compact Track Loaders
- Terex Recycling Systems Launches TSD-280 Drum Screen
- Mecalac Launches New Range Of Hammers
- MDS Launches SCRAPMASTER 400
- Plug And Play Joins Forces With Daimler Truck North America
- Utility Now Offers Lightweight Brake Drum Standard On All Models
- Vermeer Introduces Compact, Efficient MX150 Mixing System
- John Deere Rolls Out SmartDetect For Loaders
- Wheaton Precious Metals Launches $1 Million Future of Mining Challenge
- Hardox HiAce Doubles Service Life Of Reclaimer Buckets
- TJ Hunt Trucking Improves Efficiency With Kenworth T880s
- Mullen Announces Refrigerated Solution For Class 3 EV Truck
- Lippmann Welcomes Tyalta As Newest Dealer
- Yanmar CE Launches New Zero Tail Excavators
- How To Choose The Right Forestry Mulcher
- The Tech Dilemma Facing Dealers
- Latest New Holland CR11 Combine Harvester To Be Fitted With Two Extraordinary New Tires
- Takeuchi Manufactures 10,000th CTL
- Fastfrate Group Opens New Facility At Centreport Canada Rail Park
- AME Announces 2024 Award Recipients
- Erkat Celebrates 25 Years Of Innovation
- New, Lighter 544 Harvesting Head From Tigercat
- John Deere To Integrate Trimble SmartGrade Tech
- Volvo CE Upgrades Straight Boom Demolition Excavators
- JLG Introduces New E313 Electric Telehandler
- Yanmar Launches New TL65RS Compact Track Loader
- FAE Releases New SFL Multitask Head For Tractors
- Canada Cartage Acquires Coastal Pacific Xpress
- Perkins Launches New 2600 Series 13-Litre Engine
- Supply Post January 2025 Issue – Read it now!
-
December
-
2024
-
December
- Superior Updates Telestacker Conveyor Automation
- Meet The New E90D Midi Excavator From New Holland
- Labatt Invests $5.47 Million To Expand Fleet In Quebec
- MDS Launches New M300 Scalping Screen
- Upcoming Supply Post Office Closures
- Genie Launches Six New Scissor Lifts
- Komatsu Introduces New WA700-8 Wheel Loader
- Quadco Launches The M52 Drum Mulcher
- CASE Introduces Limited Signature Edition Backhoe Loader
- Kenny's Loggin' – A Hip Replacement
- Tigercat Officially Launches 6500 Chipper
- Volvo CE Launches New High Reach Excavators
- A Trucker's Tale – Good Food
- New Holland Launches New E70D Midi Excavator
- Eaton Expands Montreal Innovation Center
- VMAC Launches High-Voltage Electric Vehicle Business
- Meet The New RT-65 Compact Track Loader From ASV
- City of Houston Purchases 15 Gradall Excavators
- Hyster Announces Latest Electric Forklift
- New Extended-Reach 326 P-Tier Telescopic Wheel Loader From John Deere
- Forests Ontario Planted 2.7M Trees Across Canada This Year
- AMTA Collaborates On Zero Emission Truck Testbed
- New Swinging Hammer Mulcher From FAE
- How Safety Training Improves Operational Efficiency in the Canadian Trucking Sector
- New BC Ferries Will Not Be Built in BC
- Sustainable Forest-Sector Manufacturing Jobs Coming To BC
- Manitoba To Invest In Wind Generation
- New Mid-Size Articulated Loaders From New Holland
- EvoQuip Celebrates 1500th Machine
- Air Burners: A Game-Changer In Wood Waste Management
- MAJOR Introduces New Advanced Polyurethane Strip Variant
- SCREENPRO S18 Touches Down In North America
- Vermeer Launches PD25R Pile Driver For Solar Field Construction
- Waratah Launches New HX Harvester Heads
- Innovative Uses For MB Crusher Attachments
- Hyundai Introduces HD130 Dozer
- Liebherr Wheel Loaders Are Versatile In Snow And Ice
- Supply Post December 2024 Issue – Read it now!
-
November
- International HV Raises the Bar For Vocational Work Truck
- Loftness Introduces Lightweight Battle Ax Mulching Head For Compact Excavators
- Vermeer Unveils The D24 Horizontal Directional Drill
- Yanmar Introduces New ViO35-7 Mini Excavator
- New Long Front Excavators From LBX
- Bobcat Introduces TL623 Telehandler
- Peterbilt Supports United Way With Annual Parade
- Freightliner Unveils Fifth Generation Cascadia
- Strongco And Great West Equipment Unite Under The Nors Brand
- Cat Introduces 903 Compact Wheel Loader
- Brandt To Liquidate Truck Leasing Firm Fleet Assets
- John Deere Commemorates 75 Years Of Dozer Innovation
- 2024 Supply Post Christmas Shopping Guide
- Festive Lights Return To Vancouver Island Streets
- A Trucker's Tale – Concrete, Jackhammers, And Absurdities
- Kenny's Loggin' – Breaking and Sorting Bundles
- Volvo CE Adds New Electrified Models
- Yanmar Introduces TL75VS Midsize Compact Track Loader
- PEI Introduces Mandatory Class 1 Commercial Truck Driver Training
- Yuck! What Are Fatbergs In Sewer Systems?
- New BL1/EX-75 Forestry Mulcher From FAE
- Accelera By Cummins Awarded $75M For Zero-Emissions Manufacturing
- Utility Trailer, Cargobull North America Unveil New Liftgate Battery Charger
- Ballard Launches Latest Fuel Cell Engine For Heavy-Duty Vehicles
- Hendrickson Acquires Reyco Granning
- Eaton Introduces 48-Volt DC/DC Converter Designed For Harsh Environments
- Stellar Debuts New Aluminum Option for TMAX 3T Mechanic Truck
- Hyundai Adds New Excavators
- Caterpillar Launches New Compact Loaders
- Gearmatic Introduces GM12A Planetary Hoist
- Volvo CE Adds New 12-Ton Soil Compactor
- Haul Track Helps Customers Get More From Their Rokbak Truck
- Metso Launches MX For Cones
- BOMAG Introduces Emergency Brake Assist
- DEVELON Opens New Customization Plant
- OTR Introduces Three-Piece Forestry Wheel
- Cat Brings Mine-To-Mill Vision To Life With New Tools
- Tigercat Launches New 234C Knuckleboom Loader
- New FAE App Offers Real-Time Machine Data
- Elgin Sweeper Releases DualEyes On RegenX
- Supply Post November 2024 Issue – Read it now!
-
October
- CASE Introduces Custom Compact Track Loader Wraps
- Liebherr Premieres PR 776 Generation 8 Crawler Dozer
- Velocity Acquires Autow Nationalease Truck Rental
- Metso Acquires Diamond Z And Screen Machine
- MDOT Lifting Restrictions For Ambassador Bridge
- Brandt Named Exclusive Canadian Dealer For ClearEdge3D Products
- CPKC Unveils 2024 Holiday Train Schedule And Artist Lineup
- Firestone Ag Introduces Premium Bridgestone Tractor Tires
- The Groundworx Co Honoured With Award
- FLO Components Ltd Earns 2023 Lincoln Distinguished Distributor Award
- Celebrating 75 Years of Inland Truck & Equipment: A Legacy of Innovation and Service
- Frontline Machinery Brings CBI To Eastern Canada Network
- Kennys Loggin – On Strike!
- A Trucker's Tale – It Was What It Was
- Takeuchi Brings TCR50-2 Crawler Dumper To North America
- Peterbilt Announces Largest Electric Vehicle Order To Date
- DEVELON Introduces Its Smallest Mini Excavator Yet
- Mecalac Launches New 12MTX Wheeled Excavator Loader
- Meet The Electric Vehicle Line-Up From Navistar
- Vermeer Introduces Enhanced RTX1250 Ride-On Tractor
- Accelera Launches Next-Gen Hydrogen And Electric Solutions For Commercial Vehicles
- Hiab Expands Spare Parts Portfolio
- Stellar Showcases Next-Generation Hooklift Innovations
- Bendix Tech Tips: Air Dryer System Inspection
- Mastering The 856H LiuGong Wheel Loader
- Klein Unveils New Model K400SS-TD Water Truck
- New FCmove-XD Fuel Cell Engine From Ballard
- Alberta Turns Waste Into Electricity
- How Is Reduced-Temperature Asphalt Produced?
- CLARK Returns To USA
- DEVELON Rolls Out DX100W-7 Mini Wheel Excavator
- Komatsu Brings Demolition Excavators To North America
- Seaspan Launches New Science Vessel
- Takeuchi Brings TB395W Wheeled Excavator to North America
- New Telescopic Reach Small Articulated Loaders From New Holland
- Highway Motor Freight Expands Operations At Centreport Canada Rail
- Mack Refreshes Mack MD Series
- Mecalac Launches The Revotruck: The Safest And Most Ergonomic Dumper On The Market
- Isuzu Starts Production For All-New NRR-EV
- KOBELCO Unveils the New SK520LC-11 Excavator
- Volvo Upgrades Two Popular Mid-Size Wheel Loaders
- Hyundai Adds New HX-A Compact Excavators
- Supply Post October 2024 Issue – Read it now!
-
September
- Hitachi Introduces ZAXIS-7 Super Long Front Excavator
- Bobcat Introduces New Utility Tractors
- Astec Upgrades Fiberbed Mist Collector With Charcoal Filters
- Go Green With An Electric Waste Shredder
- Metso Expands To Prince George
- Superior Adds New Conveyor Impact Cradles
- Dana Spotlights Next-Generation Drive and Motion Mining Technologies and New Certified Reman Program at MINExpo
- Greater Sudbury Showcases Mining Excellence at MINExpo 2024
- SRC Rare Earth Processing Facility First to Produce Rare Earth Metals in North America
- Meet The New Cat 6020 Hydraulic Mining Shovel
- All-Electric Operation Of Mobile Crushing And Screening Plants With Kleemann
- JRayl Transport Moves To Kenworth T680
- TRANSTEX Acquires APU Manufacturer DClimate
- New John Deere Loaders Bring The X-Factor
- Terramac Launches Wheeled Dumpers
- Kennys Loggin – A Job Upgrade
- The Amazingly Versatile, Multi-Purpose Dump Truck
- New Cant Saw Technology From HewSaw
- How To Choose The Right Drum Mulcher
- FAE Updates Its Top-Of-The-Line Tracked Carrier: The PT550
- Heavy-Duty Brushcutter Conquers Tough Jobs With Ease
- New Cat Grading Beams Deliver High Productivity Material Grading
- Lafarge Canada and Hyperion Launch Tandem Carbon Recycling System
- Komatsu Launches Battery-Electric Drilling & Bolting Rigs
- Edmonton Agg Supplier Chooses Rokbak
- Epiroc Updates SmartROC Tophammer Cabin Rigs
- Sandvik Electrifies Its Largest Intelligent Rotary Blasthole Drill
- Astec Introduces Revolutionary Screening Technology
- CASE Launches Industry-First Electric Backhoe Loader
- Metso Crushes It With New XM Series
- Kenworth Chillicothe Plant Hosts Third Annual Kenworth Truck Parade
- The City of Kingston, Ontario, Orders Two Mack LR Electric Refuse Vehicles
- Carbotech Group Acquires Sawquip
- Manitou Adds Tree Saw Option For Telehandlers
- The Top Benefits Of Forestry Mulching
- BC Forestry Employers Need To Get Ready For New First Aid Requirements
- Tigercat Releases 6040 Carbonizer
- The Power Of Biomass Chippers And Grinders
- Supply Post September 2024 Issue – Read it now!
-
August
- OFIA Sees Growth In Clean Energy And Bioeconomy
- Efficient Vegetation Management For Effective Storm Cleanup
- Loftness Introduces New Stump Grinder Attachment
- New FAE BL2/S/EX Forestry Mulcher
- Alberta Supports Wildland Firefighting Heroes
- DC Equipment Canada Brings Madill Back To BC
- Mack Trucks Historical Museum Celebrates 40 Years
- New Commercial Vehicle Inspection Station Near Terrace
- Land-Clearing Business Finds New Revenue With Tigercat 6900 Grinders
- From The Archives:100 Mile House Mill Off To A Smooth Start
- New Manufacturing Jobs Coming To Castlegar
- Waratah Introduces New H216 Hardwood Head
- Logging Giants Get New Life
- WoodWorks BC Releases Alternative Solutions Guide
- A Trucker's Tale – Hauling Freight In Vietnam
- Alberta Equipment Expo Announces Official Show Guide Provider
- Kennys Loggin – The MacMillan Bloedel Family
- AED and CEDA Announce Upcoming Merger
- New Fuel Tank Isolation Valve For Hybrid EVs From Eaton
- AI To Spark 10-Year Critical Minerals Supercycle
- New Refuse Vehicles From Mack
- WattEV Opens Largest Solar-Powered Truck Charging Depot In World
- Alberta Is Calling Skilled Trades
- Cargobull Hybrid TRUs On Utility 3000R Are A Game-Changer
- Peterbilt Enhances Red Oval Certified Program
- Brokk Opens New Canadian Distribution Centre
- What Are Strategies for Mitigating Women Truck Driver Challenges?
- Terex Washing Systems Marks Five Years Of Manufacturing Filterpresses
- CDE Unveils New ProPress Filter Press
- Canada Updates Critical Minerals List
- Understanding Weigh Scaling Technology For Wheel Loaders
- JLG Updates SkyTrak 8042 Telehandler
- Cummins And Isuzu Launch Battery-Electric F-Series
- Hangcha Now Offers Lithium-Ion Powered Forklifts
- GTR Tiltrotators From GRYB Transform The Way You Work
- EvoQuip Introduces Bison 170 Jaw Crusher
- Epiroc Completes Acquisition Of Yieldpoint
- Supply Post August 2024 Issue – Read it now!
-
July
- OZ Lifting Launches Wireless Hoist Options
- MB Crusher: Crushing It In The World Of Infrastructure
- Kenworth Unveils SuperTruck 2
- Sustainable Cold Chain Solutions Are Possible
- EDGE Innovate Launches New VS750i Primary Waste Shredder
- Yanmar CE Introduces All-New Electric Trio
- New Holland + Bluewhite To Develop Autonomous Solutions
- International S13 Integrated Powertrain Already Hard At Work
- Mammoet Begins Assembly Of World’s Biggest Land-Based Crane
- Why Are Old Milling Machines Green?
- Hydrogen Refuelling Stations Coming To BC
- No Truck Parking: A National Safety Concern
- Hyundai Introduces HD100 Tracked Dozer
- Tips For Sewer Maintenance
- CASE Launches New Machines
- News from Supply Post!
- AMTA Celebrates 74th Professional Truck Driving Championship
- Terex Launches MAGNA For Large-Scale Operations
- DEVELON Introduces New DTL35 Compact Track Loader
- Lean And Green: The New EvoQuip Caiman 150 Compact Shredder
- Kennys Loggin – Tree Pullers, Sawlogs, and Conk Knots
- A Trucker's Tale – The Compactor Caper
- New Portable Nitrogen Membrane Generators From Atlas Copco
- Red Signals Confidence At Yanmar CE
- Cummins Launches X15 HELM Diesel Engine
- Cat Updates PM300 Cold Planer Series
- New RL-5K Off-The-Road Tire For Heavy Duty Loaders From Goodyear
- Bendix To Double Air Disc Brake Production Capacity
- Consultant Chosen For Eyremore Dam Study In Alberta
- Fort McKay First Nation And Suncor Energy Partner On Oil Sands Development
- Manitex Delivers New Articulated Truck Mounted Cranes
- Peterbilt Now Offers New Cummins X15N Natural Gas Engine
- TerraVest Industries Acquires Advance Engineered Products
- Port Of Vancouver Reports Record 2023 Trade Volume
- Recycling Construction And Demolition Waste Saves Money
- Caterpillar Updates Mid-Sized Asphalt Compactors For 2024
- What Is The Tiltrotator Effect?
- Terex Washing Systems Launching New Software System
- Astec Announces New Remix Cold Central Plant Recycling System
- How To Recover And Reuse Soil From Construction Sites
- Mack Begins Production Of Mack MD Electric
- Dynapac Launches New Multi-Function SD2500CS Protac Spray Paver
- Volvo Unveils New Excavators
- Finlay Launches Two New Models
- Supply Post July 2024 Issue – Read it now!
-
June
- BCCA Delivers Federal Funding For BC Construction Apprentices
- Metso Launches New Crusher Wear Products
- New 27-Inch Vacuum For Vactor 2100i Combination Sewer Cleaner
- The Quietest Vessel On BC Coast Is An Electric Tugboat
- Crushing Old Habits
- Oshkosh Corporation Acquires AUSA
- Furniture Delivery Electrifies With Kenworth K270E
- Manac Now Offers Smart Trailer Solution
- Case Upsizes Equipment For Landscaping
- Nine Essential Tips For A Great ADT Operator
- New 330 Straight Boom Excavator From Cat
- Brandt to Expand Material Handling Division Across Canada
- Engcon Launches A New Size Of Ground Compactor
- Navistar Delivers First International S13-Equipped LT Series To Fleets
- Kenny's Loggin – Supervising the Supervisors
- A Trucker's Tale – Trucks of the Past
- MDS Introduces T-Link Telematics System
- Sandvik Introduces New Push Bore Reamer System
- Canada Announces Over $15 million For Canadian Mining Sector
- Stellar Unveils Latest TMAX Mechanic Trucks & Accessories
- FAE Updates STCM Stone Crusher For Tractors Up To 280 Hp
- Genie Adds Access Deck To Popular Micro Scissor Product Line
- Dana Earns Top Employer 2024 Awards
- Genesis Introduces M7 Concrete Cracker
- Peterbilt Introduces New 72-Inch Sleeper For Model 589
- Superior Telestacker Conveyor Automation Now Easier To Use
- Eaton Adds Remanufactured Advantage Line Of Clutches To Its Portfolio
- Groupe Touchette Building New Distribution Centre At Centreport
- Terramac Crawler Carriers Go Global
- New Triangulated Harvesting Head From Tigercat
- Altor Locks Now Offers ICON Trailer Lock
- In-Cab Warning Devices Now Required In Dump Trucks: BC
- Thermo King Adds BlueSeal Air Curtains
- Women In Trucking Association Announces 2024 Drivers of the Year
- 4 Gen Logistics Adds Volvo VNR Electric Trucks To Fleet
- Trucking Job Vacancies Could Surge By 2030
- Peterbilt Delivers 520EVs To Anchorage Municipality
- Manitoba To Upgrade Roads In Norway House
- Hennessey VelociRaptoR 1000 Super Truck Now in Production
- New Learning Pathway For Alberta Class 1 Drivers
- Supply Post June 2024 Issue – Read it now!
-
May
- GreenPower Unveils New EV Star Utility Truck
- Stellar Opens Iowa Warehouse Facility
- DEMO International Heads To Ottawa This September
- FuelCell and Toyota Launch Tri-Gen System
- Urgent Need For Commercial Truck Driver Training
- Entrans And Drōv Technologies Extend Exclusive Partnership
- Navistar Drives Toward Autonomous Technology
- Velocity Truck Centres Breaks Ground On Kelowna Facility
- Peterbilt Introduces Innovative Digital Vision System-Mirrors
- Freightliner Produces Milestone One Millionth Cascadia
- Evergreen Waste Chooses Mack LR Electric Refuse Trucks
- Equipment Sales & Service Limited named one of Canada’s Best Managed Companies
- Peterbilt Introduces New PACCAR TX-8 Auto Transmission
- RCC To Address Empty Trailer And In-Transit Moves
- Kenny's Loggin' – Engineering at Menzies Bay
- A Trucker's Tale – Junnie Jones
- Superior Introduces New Heavy-Duty Scalping Screen For Large Feed Size
- New Holland Enhances GENESIS T8 Series Tractors For 2025
- Manitou Launches New MTA 519 Compact Telehandler
- New SCL/RCU Stump Cutters From FAE
- Manitoba Seeks Feedback On New Critical Minerals Strategy
- First Nations and Ontario Nearing All-Season Roads In The Ring Of Fire
- New Holland Marks 50th Anniversary Of Round Baler
- New Technology Reduces Environmental Impact From Mining
- MAC And The Copper Mark Collaborate
- Goodyear Introduces GP-3E Off-The-Road Tire
- WorkSafeBC Advances Crane Safety In B.C.
- Volvo CE Expands Range Of Straight Boom Demolition Excavators
- EDGE Innovate Reveals New SCREENPRO S18 Scalper Screen
- New Counterflow Drummix Plant From Ammann
- Tough Wildfire Clean-Up Made Easy With Sennebogen
- BC Continues Investments To Support Forest Sector
- New Hammermill Horizontal Grinder From Bandit
- Alberta Wildlife Is Ready For Its Close-Up
- FAE Introduces New C/3/MAX Tooth For Select Forestry Mulchers
- Wildfire-Damaged Wood Recovery Underway In B.C.
- New Mulching Head For Fire Mitigation From Tigercat
- Forestry Takes Action On Safety
- Vermeer Launches LS3600TX Low Speed Shredder
- B.C. Plants Its 10-Billionth Tree
- FLO Components Ltd. Announces Winner in NHES Lincoln 1888 PowerLuber Grease Gun Contest!
- Metso Launches Nordberg HP350e Cone Crusher
- JLG Introduces New ES4046 Electric Scissor Lift
- RIZON Trucks Arrive In Canada
- Menzi Muck Spotlighted At Canada's Largest Interior Logging Show
- Rubble Master: A Year of Remarkable Growth
- Supply Post May 2024 Issue – Read it now!
-
April
- Success Story: Edge Innovate FTS75 Mulch Master
- 6 Tips For Selecting The Right Traveling Axle Trailer
- Taking Wildfire Operations To New Heights In Alberta
- New 973 Rounds Out Updated Cat Track Loader Lineup
- Day of Mourning Honours Workers Lost On The Job
- New Holland Launches 3 New Compact Wheel Loaders
- Peterbilt Introduces New Car Carrier Models
- A Trucker's Tale – Flatbeds and Lowboys
- Kenny's Loggin' – Safety at Menzies Bay
- Epiroc To Acquire STANLEY Infrastructure
- Tigercat Opens New Parts Warehouse
- Yanmar Introduces New Compact Equipment Lineup
- Ballard Supplies 100 Fuel Cell Engines To NFI
- Frontline Machinery Acquires Lonetrack Equipment
- New Rugged Excavating Tool From Werk-Brau
- New Precision Laser From DEWALT
- New Safety Features For Western Star Vocational Trucks
- Brigade Launches New Collision Prediction System
- CPKC Announces 2024 Steam Tour Schedule Dates
- Beyond Borders: The Crucial Role of 24/7 Customs Brokers
- Fassi Adds F1250R-HXP To TECHNO Series
- Timmies Goes Electric
- Trucks For Change Network Showcased At Truck World
- Northern Touch Truck Wash Opens New Location in Fort Erie
- Canada Cartage Opens State-Of-The-Art Terminal In Alberta
- The Ultimate Trade Show, Forum & Conference List for 2024!
- Lost & Found: Trailer Technology Triumphs
- Peterbilt Cements Rugged Models 567 & 589 For Concrete Industry
- XL Specialized Trailers Launches New Knight Mfg Trailer
- Looking for older issues of Supply Post?
- CIB Commits $138.2M To NS Energy Storage Project
- First Crewtek Graduates Are Ready To Work
- CC Steel Relies On Vactor
- Cat Medium Dozers Receive Technology Upgrades
- How To Choose An Articulated Hauler
- CM Labs Launches Intellia Instructor
- Elvaan Redefines Standards At NHES 2024
- Bobcat Announces Lineup Of New Products
- John Deere Launches 950 P-Tier And 1050 P-Tier Dozers
- Yanmar CE Rolls First Compact Track Loaders Off the Line
- On-Site Refueling Gets Efficient
- Mats Unlimited And Williams Lake First Nation Join Forces In Access Matting Collaboration
- Bomag Introduces Remote-Control BMP 8500 Compactor
- Volvo CE and Mack Trucks Partner for Electrification Project
- Precision Utilities Utilizes Hydro-Excavation For Emergency Utility Work
- Caterpillar Launches New Safety Programs
- Powerscreen Unveils New Global Headquarters
- World’s First Cabinless Remotely Operated Electric Skid Steer
- Finlay Supports Cancer Fight With Custom Machine
- Metso Introduces Nordwheeler Portable Crusher
- Supply Post April 2024 Issue – Read it now!
-
March
- 5 Tips for Spring Street Sweeping
- Terex Unveils Ecotec TDS 815 Shredder
- Opportunities And Challenges Facing Women In Construction
- Komatsu Introduces GD955-7 Motor Grader To North American Market
- Construction Industry's Stance On Canada's Road Infrastructure
- Ontario-Made Hydrogen Power Generator Put To The Test
- FLO Components Holds Grease Gun Giveaway AT NHES
- Safety Tips For Operating Industrial Vacuum Trucks
- Grinding Adversity Into Opportunity: Tyalta Industries
- Kenny's Loggin' – You Can't Yard Like That!
- A Trucker's Tale – The Convoy Point
- Cropac Equipment Purchases First Tadano GT-800XL-2 In Canada
- Recycled Materials Are Key to Decarbonizing Metal Used in Manufacturing
- Epiroc Launches New Digital Solutions For Surface Mining
- Yanmar Unveils Yanmar Arena In Minnesota
- BC Hydro Announces Vehicle-To-Grid Pilot Project
- Ontario To Support Forest Sector Innovation
- Werk-Brau Introduces Skid Steer Dump Bucket Pick-Up Brooms
- Collaborative Research For Improved Safety Of Forestry Workers
- Peterbilt Celebrates 750,000th Truck From Texas Facility
- Cedarapids Announces New TJ2440 Static Jaw Crusher
- Trane Technologies Launches New Thermo King Digital Solutions
- New Stand-On Skid Steer From Ditch Witch
- Choosing Crusher Buckets As Primary Crushers In A Quarry Setting
- Streamlining Food Waste Recycling
- John Deere Introduces New Telescopic Compact Wheel Loader
- Powerscreen Celebrates 1000th Warrior
- Manac And Power Team Successful In Its Bid For LVM
- Canada Cartage Acquires GTI Group
- Careers In Mining: Inspiring The Next Generation
- Perkins Introduces New Line Of Repair Sleeves For 1100 Series Engines
- Chevron Introduces New Rykon Formula to Grease Product Line
- Tigercat Celebrates 30,000 Machine Milestone
- Great West Equipment Acquired By Nors Group
- Bobcat Unveils Autonomous Electric Articulating Tractor
- Volvo CE Adds Two New Compact Excavators
- DEWALT Celebrates 100 Years of Innovation
- New HB-Series Hydraulic Breakers From DEVELON
- Supply Post March 2024 Issue – Read it now!
- KIOTI Brings Compact Loaders To North America
-
February
- Construction Association Of NB Builds Partnership To Address Labour Shortages
- New Reinforced Brushwood Grapples From Hultdins
- ELVAAN To Carry DEVELON For Central Ontario & Alberta
- Quadco Launches New 32QDM Drum Mulcher
- Volvo Unveils All-New Volvo VNL
- Daimler Adds Electric Vehicles To Logistics Network
- John Deere Launches Mid-Size 444 G-Tier Wheel Loader
- FLO Components Ltd. Now Offering Vehicle Fire Suppression Systems
- Polaris Introduces All-New Pro XD Kinetic UTV
- Finlay Introduces New TR-80 Radial Conveyor
- Kenny's Loggin' – Burnt Stuff
- A Trucker's Tale – Military Enlistment
- GMZ 180B — The Largest Clamshell To Date
- WIT Names 2023 Top Companies For Women To Work For In Transportation
- Peterbilt Demonstrates SuperTruck II At CES
- Modernized Vessel Construction And Equipment Regulations Announced
- Overpass-Smashing Trucking Company Loses Licence To Operate
- ProStack Adds New Ranger Radial Conveyor
- Myshak Group Purchases First Tadano GT-1200XL-2 In Canada
- New Holland Reveals The New CR11 Flagship Combine
- New Metal Workshop Storage System From DEWALT
- New Protections Benefit Forests And Communities In BC
- Peterbilt Expands Collision Mitigation Features On 579s
- Trucking HR Canada Releases Latest Labour Market Snapshot
- Yanmar Celebrates 30 Years Of Zero Tail Swing Vio Excavators
- EvoQuip Celebrates 1000 Machines Delivered Worldwide
- Ironclad Rokbak RA40 Passes Tennessee Test
- Navistar Begins International S13 Integrated Powertrain Production
- Bobcat Expands Attachment Lineup
- Drum Cutters Dig Deep For Infrastructure Projects
- Fecon Acquires Stumper Industries
- Epiroc Launches Electric-Driven Pit Viper 230 Series
- Freightliner eM2 Battery Electric Trucks Production Begins
- Case Launches New Sub-Compact Equipment
- Genie Showcases Equipment At ARA
- DEVELON Celebrates First Anniversary Of New Brand Name
- Mountain Pine Beetle Population In Steep Decline In Alberta
- Takeuchi Takes On A Tough New Look
- Supply Post February 2024 Issue – Read it now!
-
January
- Winter Washing: Top Tips For Wash Plant Operators As Temperatures Drop
- Brandt Celebrated 2023 With $500,000 In Community Donations
- The Future Of Commercial Electric Truck Charging Stations
- Beyond Routine: Value Added Heavy-Duty Truck Hydraulic Part Sourcing
- Vermeer Introduces Powerful New SC1052 Stump Cutter
- Werk-Brau D-Lock Tilt Coupler Enhances Excavator Productivity
- Quadco Named Official North American Distributor For Bracke Forest AB
- Kubota Canada Ltd. Introduces Enhanced Utility Excavator to the Market
- Kenny's Loggin – The Rigging Slinger
- A Trucker's Tale – Bobtailing
- Arrow-West Equipment – Winners in the Best Parts & Components Dealer category for 2023
- Announcing the Winners of our 2023 Readers Choice Awards!
- Craftsman Adds New Tools To Its Cordless V20 Lineup
- Mullen Receives EPA Certs For Mullen THREE Class 3
- Stellar Introduces Innovative LM220M Poly Lube Skid
- Alectra Charges Forward With Its First All-Electric Bucket Truck
- Bendix Tech Tips: Maintaining Advanced Driver Assistance Systems
- CM Labs Selected by Utility Contractor ElectriCom
- Yanmar CE Celebrates 55 Years Of Mini Excavator Excellence
- Detroit Commemorates 85 Years Of Manufacturing Excellence
- FAE Introduces A New Mulcher For Skid Steers
- The Oregon Group Predicts Historical Copper Supply Gap
- Stellar Unveils New Toolbox System
- Vanair Introduces Air N Arc 330 Diesel All-In-One Power System
- Volvo CE Brings Equipment To North America
- First Green Industries Unveils New Electric Skid Steer
- Bobcat Introduces E40 Compact Excavator
- CASE Launches Small Space Solutions
- Peterbilt Technician Institute Welcomes Inaugural Technician Class
- Komatsu Expands National Field Services For North America Mining Customers
- SUE + Vacuum Excavation Help Increase Safety And Save Time
- Ontario To Stop Bootleg Aggregates
- Volvo Announces Comprehensive Fluid Analysis
- Morbark Introduces New Brush Chippers
- New Holland To Launch Small Articulated Loaders For 2024
- Hyster Recognized For Hydrogen-Powered Top-Pick Container Handler
- Kenworth Releases New Advanced Driver Assistance System For T680
- Bendix Tech Tips: Don't Wait To Prepare For Winter
- New ElectriFi Subscription For Mack MD Electric Vehicles
- Stellar Introduces New Lighter-Weight Hydraulic Service Cranes
- Maintain Rokbak Hauler Productivity When The Cold Creeps In
- New Cat Compact Track Loaders
- Safeguard Worker Exposure To RCS With Aquamist
- Supply Post January 2024 Issue – Read it now!
-
December
-
2023
-
December
- Advancements in Biomass Energy and Biofuels
- DEVELON Unveils New Mini Excavators
- Peterbilt Recognized As A Top Company For Women To Work For In Transportation
- Brandt Opens Three New Brunswick Facilities
- Alberta Boosts Career Education Opportunities In Schools
- CN Celebrates 30 Years Of Safe Handling Awards
- Yanmar Introduces New V7 Compact Wheel Loader
- The Versatility Of The 1165 Harvester
- Fecon Acquires TREEfrogg
- New Award Recognizing Trucking Industry Excellence
- Inland Delivers Case TR340B To Honour Ranch
- Velocity Truck Centers Welcomes P&R Truck Centre To The Velocity Vehicle Group
- Kenny's Loggin' – Running Yarders
- A Trucker’s Tale – Cold Cranking
- Volvo Trucks Debuts SuperTruck 2
- Freightliner Upgrades Industry-Favorite Models With New Plus Series
- Iridium Provides Global Connectivity For XCMG Heavy Equipment
- BCIT Announces $33M In Funding For New Trades and Technology Complex
- New Holland C314 Mini Track Loader Now Available
- Utility Trailer And Schmitz Cargobull Unveil New TRUs
- Wimmer Introduces New YellowFOX Tunnel Excavator
- Ecom Logistics Canada Expands Electric Delivery Fleet
- Case IH Announces New Tractor Innovations
- New Project Learning Tree Canada K-8 Activity Guide Helps Students Explore Outdoors
- CN Launches New Canadian-US Intermodal Service
- Percentage Of Female Safety Professionals In Transportation Increases
- New Holland Launches Revolutionary T4 Electric Power Tractor
- Perkins Unveils New Global Brand Strategy
- First Case Electric Mini Excavator In North America
- Rototilt Control Product Line Is Now Complete
- Introducing The Completely Redesigned Vermeer VXT600 Vacuum Excavator
- Epiroc Releases Automatic Bit Changer For Pit Viper 351
- Announcing The New MHS620X Screen Module From Simplicity
- City Of Kelowna Relies On Elgin Broom Bears For Spring Sweep
- JCB To Open New Manufacturing Facility In Texas
- SANY Launches Five New Small Excavators
- Timberpro Celebrates Expanded Forestry Manufacturing Facility
- FAE Introduces New Forestry Mulcher For 2 To 4 Ton Excavators
- Supply Post December 2023 Issue – Read it now!
-
November
- Recycle With MB Crusher And Achieve The Unexpected
- Rokbak Arrives In Alberta With Three More RA40s
- EvoQuip Launches Falcon 820 Inclined Screen
- A Wack Of New Products From Wacker Neuson
- HOS and ELD Exemptions Not Necessary For Livestock Transport: CTA
- New Adjustable Work Light From DeWalt
- LBX Company Celebrates 25th Anniversary
- BCCA Apprenticeship Services Project Hits $10M Milestone
- Aggregate Washing: Don’t Settle For Settling Ponds
- Develon’s Mid-Size DD130 Dozer Now Available
- Festive Lights Set To Roll Through Vancouver Island Streets
- A Trucker's Tale – Escape From Black Mountain!
- The 2023 Supply Post Holiday Gift Guide
- Kenny's Loggin – Working Yarders At Menzies Bay
- Women In Trucking Association Releases 2023 WIT Index Data
- Truckers Against Trafficking Hosts Summit
- 25th Annual CPKC Holiday Train Rolls Out Nov. 20
- New Durabine Disc Headers For Speedrower PLUS Windrowers
- B.C. Expanding Mass-Timber Skills Training
- Ignite Attachments Introduces New Ag Lineup
- FPInnovations Completes Truck Platooning Testing
- Navistar Parts Distribution Centers Named Number One in Heavy Equipment Sector
- Mammoet-Developed System Delivers Safety And Sustainability
- OSSGA Appoints Michael McSweeney As New Executive Director
- Largest BEV Underground Mining Truck Begins Trial
- Michelin Expands CrossGrip Range
- Rokbak RA40s Rocking The Rockies
- Comprehensive Strategy For Canadian Radioactive Waste
- Keestrack Scalpers Now Standard Equipped With LLG Grease
- Komptech Americas Rebrands As Viably
- Three New Compact Excavator Models From Hyundai
- Lafarge Canada Pilots ECOCycle Technology
- McElroy Adds To TracStar iSeries Lineup
- Ontario Invests $1.8M In New Forest Sector Technology
- 60 Years And Counting For The Hydraulic Breaker From Epiroc
- Mark Mitchell Appointed Vice President of Elvaan Equipment Solutions & Jade Equipment Company
- Which Lippmann Rock Crusher is Right for You?
- Caldwell Boosts In-Stock Inventory To Meet Demand
- Horizon Aircraft Announces 7-Seat Hybrid
- New Compact Assist Packages For Volvo Soil Compactors
- UgoWork Introduces UgoPilot
- New AX1000 Articulated Loader From Mecalac
- Supply Post November 2023 Issue – Read it now!
-
October
- Perkins Announces Next-Gen 13-Litre Diesel Engine
- Thermo King Introduces New Advancer S-DRC
- MICHELIN Adds New Size To XTRA DEFEND Construction Tires
- Yanmar Introduces New Mini Excavators
- Ignite Attachments Expands Snow Tool Lineup
- National Heavy Equipment Show Is Back For 2024!
- Cat Launches New 988 GC Wheel Loader
- Winter Is Coming With DeWalt’s First Snow Blower
- Kenny's Loggin' – Working With "The Prince"
- A Trucker's Tale – The Early Years
- Will Electronic Logging Devices Make Roads Safer In BC?
- e1000 Receives Top Product of the Year Award
- ICBA Is Now The #1 Sponsor Of Indigenous Apprentices In B.C.
- New Disc Mulcher Belt Drive Pro X From Diamond Mowers
- New Holland Construction Partners With National Association of Landscape Professionals
- Pattern Energy Begins Operations At Lanfine Wind Project In Alberta
- Advance Partners With VM Tarm
- LiftWise Introduces Trailer Stacker
- Bridge Compaction Requires Perfect Amount Of Vibratory Force
- Cedarapids Celebrates 100 Years
- Trail King Introduces New Composite Grain Hopper
- Peterbilt Offers New Vocational Air Suspension System
- Rototilt Extends Tool Attachment Frames Range
- Link-Belt Raises $386,200 For Breast Cancer Initiatives
- Bridgestone + Pilot Surpass Goals for Fleet Tire Monitoring
- New Actions Will Improve Forest Management, Transparency In BC
- McCloskey Streamlines To Become MPP Global
- Volvo CE Reveals Electric Charging Protocol
- New Liquid Fertilizer & Water Tridem Semi-Trailer From Advance
- Canada Cartage Acquires Cam-Scott Transport Ltd.
- Dymax HPX21 Tree Shear On Rail In Arkansas
- New Cat 995 Wheel Loader: More Payload
- Hyster Receives Green Award For Developing Clean Power Solutions For Materials Handling Equipment
- Meet Komatsu’s 980E-5SE Ultra-Class Electric Drive Mining Truck
- Yanmar Launches Takes A Green Challenge For 2050
- ProStack Unveils New Ranger 6-27H Tracked Conveyor
- Caterpillar Celebrates 50,000th Wheeled Excavator
- Superior To Acquire VSI Crushing Manufacturer Cemco
- Testing A Greener Asphalt Solution
- Supply Post October 2023 Issue – Read it now!
-
September
- Addressing A Critical Mineral Industries Workforce Shortage
- Ontario Construction Materials Firm Partners With CDE To Maximize Material Recovery
- Accelera Powers North America’s First Green Hydrogen Passenger Train
- New Holland Launches C330 Compact Track Loader
- Case IH WD5 Series Windrowers Now Support Honey Bee WSC Draper Heads
- Recycle Like A Boss With MB Crusher
- Trucker’s Million Mile Club
- Peterbilt Celebrates 100,000th Model 389
- Nominate A BC Contractor For Contractor of the Year & Community Service Awards
- Bobcat Introduces AT450 Articulating Tractor
- AER Publishes 2022 Pipeline Performance Report
- PNE Amphitheatre Gets A Mass Timber Makeover
- New Technologies Available For DEVELON -7 Series Wheel Loaders
- Loftness Introduces Tilt Hitch For Excavator Mulching Heads
- JLG Redesigns SkyTrak 6034 & 6042 Telehandlers
- A Trucker's Tale: In The Beginning
- Kenny's Loggin' – Fire Marshalling In Menzies Bay
- Ballard + Ford Trucks Partner For Fuel Cell Powered Heavy-Duty Trucks
- Port Saint John Celebrates The Inaugural Use Of Its Two New Cranes
- Manitoba To Twin Trans-Canada Highway From Falcon Lake To Manitoba-Ontario Border
- Manitoulin Transport Named #1 LTL Carrier For 2023
- Short Sea Shipping On The Great Lakes
- CPKC Adds 1,000 Reefers To Expand MMX Service
- CentrePort Canada Rail Park Welcomes Fastfrate Group As First Tenant
- Mecalac Introduces Next Generation 216MRail For North America
- Goodyear Adds Haul Trailer Tire To Cooper Work Series Line
- Nikola Hits the Road In Alberta
- Stellar TMAX 1-13 Aluminum Mechanic Truck Wins Award
- Showcasing Trucking to Students Pondering Career Paths
- First Of Its Kind All-Electric Sweeper From Elgin
- Navistar Reveals International SuperTruck II Results
- Ontario Provides $1.3M To Help Train Potential Truck Drivers
- Alberta Strengthens Rules Protecting Roadside Workers
- Rest Stop Upgrades Improve Travel For BC Truck Drivers
- First Public Hydrogen Fueling Station Set for T.O. Airport
- Trucks For Change Renews Commitment To Make Food Bank Deliveries Throughout 2023
- Supply Post September 2023 Issue – Read it now!
-
August
- Loblaw To Purchase Five Kenworth T680 Hydrogen Fuel Cell Trucks
- Stellar Introduces Cable Hoist Container Hooklift Adapter Kit
- Kenworth To Sponsor Alabama’s “Roll On” Tour
- IC Bus Launches the Next Generation CE Series
- Mammoet Transports Structures For PDX Terminal Expansion
- Peterbilt Legendary Model 589 Now Available For Order
- Elvaan Group Acquires Jade Equipment
- How to Make Health and Fitness a Priority While on the Road
- Brandt Expands Trailer Access For Heavy Haul Operators
- Kenny's Loggin' — First Day at M&B
- Book Review: A Trucker's Tale
- First Tunnel-Boring Machine Arrives At Vancouver City Hall
- SAF Responds To Mature And Old-Growth Forest Report
- Osoyoos Indian Band Restores Land Affected By Wildfire Through Tree-Planting Project
- CASE Expands Warranty For 580SV Construction King Backhoe Loader
- Idaho Trains Loggers To Fight Forest Fires
- Shattering Costs With MB Crusher Drum Cutters
- Save Fuel Consumption With CA3500 Roller From Dynapac
- New Spicer Electrified e-Transmissions From Dana
- MAXAM Tire Announces The All-New MS925 LIFTXTRA
- Metso To Offer Trellex GS Modular Panel
- New Machine Coupler For 12-19 Ton Excavators From Engcon
- Ports Of Montreal, Québec And Trois-Rivières Taking The Net-Zero Challenge
- First Year With The Stellar Fuel Trailer For Laura Farms
- Gehl Introduces New Construction Telehandlers
- Eco-Trak Rebranded As e-Trak
- New Ditch Witch Platform Helps Simplify HDD Drill Tooling Configurations
- JLG Reveals Next-Generation ClearSky Smart Fleet IoT Capabilities
- CASE Breaks New Ground With Lease Program For Heavy Excavators
- Loblaw Rolls Out First Battery Electric Transport Truck
- Terex Utilities Launches TechTips YouTube Channel
- John Deere Offers More P-Tier Compact Wheel Loader Models
- Metso Outotec Changes Name To Metso
- GLS Canada Begins Its First Fully Electric Last Mile Deliveries
- New Silviculture Carrier From Tigercat
- Hultdins Releases New Multigrip 16-V Grapple
- DICA Releases Dunnage Multi-Pad System For Concrete Pump Trucks
- B.C., Japan Renew Energy, Minerals Partnership
- Terex MP Purchases MARCO Conveyors
- Manac Unveils New Branding Strategy
- Supply Post August 2023 Issue – Read it now!
-
July
- British Columbians Support Developing Critical Minerals
- Calgary Aggregate Recycling: Canada’s Largest C&D Waste Plant
- Recycling Precious Metals From E-Waste With Captured CO2
- MB Crusher Launches 5 New Products
- The Future Of Mining In BC
- DP World Celebrates 100 Years
- Walking Spider Excavator Arrives In Canada
- Ignite Attachments Launches New Auger Attachment Line
- Kenworth Hosts 2nd Annual Truck Parade
- Gincor Werx Named One Of Canada’s Best Managed Companies
- DEVELON DX42-7 Mini Excavator Excels in Tight Spaces
- New Grapple And Tiltrotator Attachments For CM Labs Simulators
- Cat Upgrades D10 Dozer
- Eagle Iron Works Introduces New Fines Recovery System
- SC Carts From The Okanagan To Be Featured At Fully Charged Live Canada Event In Vancouver
- New Sales And Support Team For Hyundai In North America
- Kenny's Loggin – Making Connections
- An International Air Affair
- XL Specialized Trailers Launches Guardian HDG Trailer
- HaiSea Marine Celebrates World’s First Fully Electric Tug Boat
- FBCL Blue Water Bridge Rehabilitation Project Begins This Summer
- Terex Utilities EV Bucket Truck Provides Solutions
- Case And Brunt Work Boot Collab
- Detroit Introduces New Integrated Safety Offering With Detroit Connect Video Capture
- John Deere Introduces New E-Drive and E-Power Machines
- Today is Global Lifting Awareness Day
- CASE Previews New Electrified Compact Wheel Loader
- Tigercat Street Trencher Rebranded
- The Unstoppable Rise Of The Compact Track Loader
- B.C. Drives Industry Shift To Cleaner Heavy-Duty Transportation
- Tadano Introduces Two New Truck Cranes
- GOMACO Introduces the Revolutionary GP460 Wide Slipform Paver
- EvoQuip Launch Their Biggest Bison Jaw Crusher
- CIB To Invest In Critical Minerals Infrastructure
- Roberts Bank Terminal 2 Receives Approval From The Government Of Canada
- Ecotec Launches New Phoenix 2100T Trommel Screen
- Cat Introduces New MH3050 Material Handler
- Canadian Mining Companies Recognized For Excellence In Sustainable Mining
- Mack Trucks Introduces Medium-Duty MD Electric
- BHP And Hatch Commence Design Study For An Electric Smelting Furnace Pilot
- Recycled Materials Industry Calls For Stronger Laws To Curb Theft Of Catalytic Converters
- Supply Post July 2023 Issue – Read it now!
-
June
- Stellar Introduces NXT52 Hooklift To Lineup
- Terex MPS Looks Back At A Successful Conexpo
- LiuGong Introduces Electric 856H-E MAX Wheel Loader To North America
- Wacker Neuson Celebrates 175 Years Of Innovation
- Dynapac Introduces CC900 e & CC1000 e Rollers
- Pilot Flying J Realize Efficiency With Entrans Trailers
- Rototilt Adds Extended Warranty For Machine Couplers
- Develon Adds New DX1000LC-7 Excavator
- New Cat 950 & 962 Wheel Loaders
- Dressta Reveals New TD-15M, TD-25M Crawler Dozers
- Takeuchi Celebrates 1000th Machine Assembled In US
- Kenny's Loggin – Dougan Days, Part 2
- New Loaders For The New World
- A Hand-Up, Rather Than A Hand-Out
- Bobcat Introduces its Most Compact Telehandler Yet: The TL519
- Supporting Alberta Women In Skilled Trades
- CASE Previews All-New Small Articulated Loader Line
- Cat Introduces New 558 Next Gen Log Loader
- Rototilt Expands New RC Series
- Takeuchi Releases TB20E Battery-Powered Compact Excavator In North America
- Atlas Copco Celebrates 150 Years Of Innovations
- Komatsu Invests In The Future Of Its Hard Rock Business
- Cat Launches SIS2GO App
- Composite Cribbing Timbers From DICA Provide Peace Of Mind On The Jobsite
- Arbec Acquires Forex OSB Mill In Amos
- Alberta Municipalities & Industry Join Together In Rail Advocacy Initiative
- New Supergrip RG16-V From Hultdins
- Boreal Carbon Corporation Acquires 20,000-Acre Timberland Asset In Northern Ontario
- LP Building Solutions To Acquire Forex's Wawa OSB Facility
- Bandit Continues To Expand To Meet Demand
- Public Expectations Require Forest Professionals to Balance Competing Desires
- One Tree Planted And Forests Ontario Partner To Plant 17.5 Million Trees Over Five Years
- WBM Breathes New Life Into A Previously Small-Scale Product Line
- Forestry Funding Helps With Fiona Damage, Silviculture
- Goodyear Honors 38th Winner Of Highway Hero Award
- Hiab Receives Large Waltco Order From US Rental Company
- Komatsu Promotes PC230F-11 Forestry Processor
- Cat Launches New Rotary Cutters
- Two Year Tree Planting Plan Announced In BC
- Deere & Company Donates $50,000 To New Zealand Red Cross
- Tigercat Launches A New Niche Skidder
- Emerald Ash Borer To Be Regulated In Gaspésie In 2023
- Supply Post June 2023 Issue – Read it now!
-
May
- Fecon Introduces FMX28 Bull Hog Compact Excavator Mulcher
- Rototilt Brings Final Product Assembly To Canada
- Will Electronic Logging Devices Make Roads Safer?
- SmithCo Unveils The First 7-Axle Side Dump Trailer
- New TBG 530T From Terex Ecotec Shreds The Competition
- FPAC Announces 2023 Award Recipients
- Global Gathering Of Forestry Innovators Coming to Vancouver in June
- What Does Sustainable Forestry Even Mean?
- Meet John Deere’s New Mid-Size Log Loader: 2956G
- CBI Introduces The 6800CT Horizontal Grinder
- Felling Trailers Redesigns X-Force HDG Gooseneck
- FAE Introduces New FAE BL4/SSL Forestry Mulcher For Skid Steers
- Link-Belt Releases 40B Forestry Series
- Hydrogen Fuel Cell Tech Coming To Your Favourite Trucks In 2025
- DTNA Commemorates 750,000th Vehicle
- New Cat 548 Makes Logging Satisfyingly Productive
- National Mini Forest Program Kicks Off In Richmond, BC
- Kenny's Loggin – Dougan Days
- From Drag Lines to Drag Racing
- Washington 78SL Perfect For 2nd Or 3rd Growth
- Meet Jill Telosky: Log Truck Driver
- Goodyear Launches The New Fuel Max 1AD Tire For Tough Super-Regional Trucking Jobs
- Peterbilt Highlighted Aerodynamics & Advanced Technology at TMC
- Guardian Launches All-New Premium Safety Harness
- Tigercat Introduces TCi 920 Dozer
- The State Of BC Construction In 2023
- Skills Roadmap Helps People In The Mining Sector
- Critical Mineral Mining And The Green Industrial Revolution
- Safety Technology Protects Road Construction Workers’ Lives
- Pettibone Upgrades Speed Swing Do-It-All Railroad Crane
- New BC Forestry Program Will Expand Manufacturing, Create Jobs
- Wabash And Ryerson Ensure Future Metal Supply
- Channellock Introduced New Tools For 2023
- Waratah Forestry Equipment Celebrates 50th Anniversary
- Aquajet Delivers 100th Aqua Cutter In North America
- Alberta Declares Provincial State Of Emergency
- Dana Launches Hydrostatic Driveline For Telehandlers
- New Curb Tools To Complement Stock Drum Profiles
- New Triple Line Lifter From LineWise
- Tigercat Pledges More Harvesting Head Support
- Northern Manitoba: Five Mineral Exploration Projects Funded
- The All-New Commercial Paver D17 C From Dynapac
- Fontaine Fifth Wheel Names New Vice President Of Sales And Marketing
- EvoQuip Reaches New Audiences With Podcast Series
- Advancing Hydrogen Use In Transportation
- John Deere Introduces New P-Tier Articulated Dump Trucks
- CASE Showcases New WX175E SR Wheeled Excavator
- NEW Industry Feature in Vibratory Screens by Simplicity
- Supply Post May 2023 Issue – Read it now!
-
April
- Day of Mourning BC Set For April 28
- Hendrickson Airtek NXT And Roadmaax Launched At Tadano Global
- Astec Launches Next Gen RP Pavers
- Alberta Expands Skilled Trades Seats At SAIT
- Tyalta Named Exclusive Diamond Z Dealer For Western Canada
- Kenworth Celebrated 100th Anniversary
- Foreman Equipment Founder Honoured
- Kobelco G-3 Series The Main Attraction In Vegas
- Terex Recycling Systems And ZenRobotics Name New Distributors
- NASA's X-59 Hauled With XL Specialized’s MDE
- Navistar Launches International S13 Integrated Powertrain For Vocational Market
- Ballard Developing A Hydrogen Fuel Cell Truck
- Liebherr Introduces New Wheel Loaders
- LBX Company Announces X4S Series Excavators
- Astec Industries Debuts 5710E Horizontal Grinder
- Felling Adds Low Pro Heavy Duty Models
- Sandvik Launches Ranger DX910i Drill Rig
- XCMG Machinery Unveils Its New US Brand Strategy
- Yanmar Compact Equipment Debuts its New Line of Compact Track Loaders
- GRYB International Launches Vlog Series
- Meet Pacific Rim Equipment
- Project Courage And The Tour Of Honour Supporting Veterans And First Responders
- Kenny's Loggin' – Working For Cox Logging Part 2
- FAE Launches New BL MAX Blade & BL5/EX Forestry Mulcher For Excavators
- Hyster Introduces First Models In New A Series Lineup
- Volvo CE Introduces Collision Mitigation System
- Penske Announces Certification of Penske Driver App As ELD in Canada
- Teck Announces Sale Of Quintette Assets
- Advancing Alberta’s Minerals Strategy
- Genie Introduces Its Highest Capacity Telehandler
- Atlas Copco Begins Manufacturing Semiconductors In US
- Emission-Free, Sustainable, Biojet Fuel On The Horizon
- BCIT Appoints New Research Chair In Advanced Building Technology
- Brand-New Skirting System Controls Conveyor Dust Emissions
- ISRI Releases Trends Report For Recycled Materials Industry
- Construction Safety Foremost In Recent Report
- Hiab Launches New 90 TM Heavy Loader Crane
- New Rollers From Ammann Offer High Productivity, Low Emissions
- engcon Releases New 2023 Catalog Of Attachments
- CubCrafters Acquires Summit Aircraft Skis
- Navistar Named 2022 Top Company For Women To Work For In Transportation
- Bridgestone Americas Names Steve Hoeft President of Commercial Truck Group
- CASE Enhances Dozer Lineup
- Can An Attachment Replace An Entire Jaw Crusher?
- Volvo CE To Offer Electric Conversion For L120H Wheel Loader
- Elgin Sweeper Unveils Electric Sweeper
- Takeuchi Introduces New TB350R Short Tail Swing Excavator
- Metso Outotec Launches New Nordberg HP200e Cone Crusher
- New DEVELON Tool Carriers Now Available In North America
- Terex Charters Vessel To Ship 30 Machines From UK To Australia
- LiftWise Introduces HTH-1400 Hanging Tire Handler
- Meet Palfinger’s FLC 253 Truck Mounted Forklift
- DTNA Applauds EPA’s Proposed Clean Trucks Plan
- John Deere Unveils New Excavator Models and Future Generation Machines
- Epiroc Upgrades SmartROC T45
- CASE Launches Two New Electrified Mini Excavators
- Supply Post April 2023 Issue – Read it now!
-
March
- Logistics And Freight Transport, A Sector In Constant Growth In Greater Montreal
- Yanmar CE NA Announces Expansion Plans
- Superior Adds Two New Cone Models
- Expo Grand Travaux Moves Into Saint-Hyacinthe Next Month
- Nokian Tyres Ground Kare Adds New 600/40-22.5 Size
- CASE Shakes Up Backhoe Market with Five All-New Models
- The New Cat 352 Straight Boom Excavator Excels In Industrial Demolition Work
- John Deere Reveals Construction Portfolio Additions
- XCMG Machinery Aids Emergency Rescue After Turkey's Devastating Earthquakes
- Rokbak RA30s Rock Mega US Pipeline Project
- Accelera By Cummins Launched For A Zero-Emissions Future
- Government of Canada Launches Green Freight Program
- Top Trucking Trends From WorkHound
- Komatsu’s Chattanooga Manufacturing Facility Begins Production Of HM400-5 Articulated Trucks
- Hamm Announces A Slew Of New Products
- Genesis Introduces The GDT 890 For Large Demo Projects
- Volvo Launches EC500 Next Generation Excavator
- OVIN And FBCL To Improve Cross-Border Transportation
- Brandt Named Exclusive Canadian Dealer For Sleipner Products
- DEVELON Introduces the New DX89R-7 Mini Excavator
- CASE Previews All-New TL100 Mini Track Loader
- Kenny's Loggin' – Working For Cox Logging Part 1
- Support For Critical Mineral Exploration In Newfoundland And Labrador
- Transdev Canada Wins Contract To Operate And Maintain New Ontario Line
- Thermo King Truck Products Transition To R452A Refrigerant
- Tadano ATF 200G-5 Hits The Mark In Canada
- MB Crushers MB-G Grapple Essential For Demolition Work
- Bobcat Company Compact Loader Creators Inducted into National Inventors Hall of Fame
- JLG’s All-New E18 Vertical Mast Lifts Now Available
- Mountain Pine Beetle Continues To Decline In Alberta
- Bobcat Unveils New Battery-Electric E19e Compact Excavator
- Used Compressors Can Be A Breath Of Fresh Air
- New Trucking Company Magnet Transport Group Relies On Kenworth W990s
- Gincor Werx Acquires Drivetec Manufacturing
- Detroit Celebrates One Million Heavy-Duty Engines Produced At Redford, Michigan Facility
- 2023 Vancouver Island Safety Conference
- New & Improved Volvo L350H Wheel Loader Coming To North America
- Peterbilt Technician Institute Recognizes Milestone 100th Graduating Class
- Volvo CE Adds Electric Power To Customers Sites
- How To Regulate Systems In A Portable Compressor
- Brandt Launches New Machines at CONEXPO-CON/AGG 2023
- Penske & Daimler Commemorate Delivery Of Freightliner eCascadias
- DigitALL: Innovation and Technology for Gender Equality – Enhancing Diversity, Equity, and Inclusion
- Former President of Canada’s Outdoor Farm Show, Doug Wagner, named as a 2023 Inductee into the Ontario Agricultural Hall of Fame
- Dynamic Offers New Line of Tool Organizers
- Mack Launches Granite Refresh
- Powerscreen Reveals Line-up For Conexpo 2023
- Peterbilt Named 2022 Top Company For Women To Work For In Transportation
- Construction Of The Offshore Oceanographic Science Vessel Completed With Ceremony
- Port Saint John First Canadian Port To Obtain Occupational Health And Safety ISO Certification
- Two Versions Of The Model SG-40 Now Available From Bandit
- Superior Plans For 250-Tons Of Display Product At Conexpo-Con/Agg
- Keestrack America At Conexpo
- Atlas Copco Has Acquired A Canadian Distributor Of Compressor Solutions
- New Forestry Agreements With First Nations Accelerate Wildfire Salvage
- Gitxaała And Seaspan Launch Ship Escort and Docking Service in Prince Rupert
- Terex MPS To Unveil Two New Machines At ConExpo 2023
- Supply Post March 2023 Issue – Read it now!
-
February
- Peterbilt & Platform Science Build A New Ecosystem Of Connected Products
- Volvo Group + Pilot Company To Create Partnership For Charging Network In North America
- MB Crusher Buckets Make Haste Of Waste
- Tower Crane Best Practices Guide Released By Residential Builders And Industry Stakeholders
- Superior Updates Belt Cleaners
- McCloskey Unveils New Look And New Products At Conexpo ConAgg 2023
- Brokk Highlighted The Brokk 900 At World Of Concrete 2023
- Rokbak Will Impress The Crowds At Conexpo
- RHT RailHaul Technologies Inc. Debuts Its Self-Propelled, Electric Freight Rail Vehicle
- DTNA Announces Two New Canadian Sales Executives
- Hyundai Launches New Compacts, Largest Wheel Loader At ConExpo
- Winter Revenue-Generating Ideas For Land Clearing Contractors
- 40th Annual AME Roundup Conference Attracts Nearly 6,000 Diverse Delegates
- In Memoriam: Gary L. Godbersen, GOMACO President, CEO and Cofounder
- Volvo CE To Showcase Solutions For A Changing Industry At ConExpo 2023
- Bendix And Utility Trailer Celebrate 15 Years Of Collaboration
- Peterbilt Displayed Technological Advancements At World of Concrete
- Volvo CE To Produce More Electric Wheel Loaders
- Western Global To Introduce New Products At ConExpo 2023
- Calgary To Host World Petroleum Congress
- Biggest Conference of the Year for the Mining Industry
- Rototilt Launches New Tiltrotator Series At Conexpo
- Kenny's Loggin' – Norie Brothers' Mack Trucks
- The Ultimate 2023 Trade Show List!
- John Deere Is All In At ConExpo!
- YVR Charts Course For Future Growth And Connection In Annual Address To Vancouver Business Community
- Peterbilt Enhances SmartLINQ Subscription Process
- John Deere Launches Large Wheel Loader Line
- Bobcat Expands into Light Compaction Equipment Portfolio
- Genie Launches Hybrid & Electric Telescopic Booms In North America
- Caterpillar Expands Tilt Rotate System For Cat Mini Excavators
- Tackle Demanding Forestry Processing Environments With The Komatsu PC230F-11
- Women’s Workplace Health & Safety Scholarship Winner Announced
- Takeuchi Launches New Line Of Hydraulic Hammers
- New Cat 340 Excavator Offers Best-In-Class Production
- Action Plan For Clean On-Road Transportation Announced
- DTNA Adds Factory Direct Lytx Camera Package
- AME Announces 2022 Award Recipients
- Alberta Secures Sustainable Timber Access
- Manitou Group Introduces First Hydrogen-Powered Telehandler
- Astec Joins Department Of Energy Better Plants Program
- Volvo CE Partners On Sweden's Largest Fossil Free Worksite
- Yanmar CE & ASV Officially Join Forces to Become Yanmar Compact Equipment North America
- E2S Launches Next Gen Warning Signals
- McCloskey Environmental Expands Recycling And Environmental Solutions
- Supply Post February 2023 issue – read it now!
-
January
- Peterbilt Showcased Advanced Technology At CES 2023
- Thermo King Accelerates Cold Chain Decarbonization Following Electric Trailer Trials
- ReportLinker Releases Compact Wheel Loaders Report
- Brandt Expands Its Heavy Haul Trailer Lineup
- Yanmar Dealer Modifies YT3 Tractor For Wheelchair Access
- Adecco Canada Launches Forklift Upskilling Program
- Sandvik Unveils New Compact And Intelligent Development Drill
- CASE Minotaur DL550 On Tour Again
- What Is The Future For Forestry?
- New Waste Shredder & Trommel Screen Gives UK Waste Recycler The “Edge”
- Kenworth Honored As A 2022 Top Company For Women To Work For In Transportation By Women In Trucking
- Minister’s Statement on Mineral Exploration Week 2023
- NEXUS Program Finally Gets Reboot
- New BC Council To Help Build More Resilient Forestry Communities
- Gantry Cranes Help Graham Construction Keep Vital Bridge Open During Construction
- Brandt Supports Communities With $500,000 In Funding
- New Cedarapids CRC1350 Portable Cone Crusher Plant
- Introducing DEVELON, the Next Evolution of Construction Equipment Innovation
- John Deere Debuted New Products At CES 2023
- Kenny's Loggin' – Phillips Arm – Part 2
- Announcing The Winners Of The 2022 Supply Post Readers Choice Awards
- Cummins Completes Acquisition Of Meritor
- Fastfrate Group And Audrey's Place Commits To Donating $500,000 To Southlake Foundation
- CargoM Brings Together The Transportation And Logistics Sector For Career Day
- Demand For Industrial Land In Centreport Continues To Outpace Supply
- Interfor To Acquire New Brunswick’s Chaleur Forest Products
- JLG Seatbelt Engagement and Operator Presence Option Now Available As An Aftermarket Accessory
- New Cat 789 Mining Truck Makes The Grade
- Doosan DD100 Dozers Are On The Way
- Rototilt Launches Its Own Joysticks
- A New Era For Road Building
- Brandt Tractor Selected As Authorized Dealer For Canada
- Bendix Tech Tips: Protecting Wheel-Ends In Off-Highway And Severe-Duty Applications
- Doosan Infracore North America Announces New CEO
- Kenworth Announces New PACCAR TX-18 and TX-18 Pro Automated Transmissions Available for Order
- Genie Celebrates Legacy of Company Founder, Bud Bushnell
- Perkins Announces Its Complete Range Of 5000 Series Full Authority Electronic Engines
- Doosan Launches Next Gen 7 Series Wheeled Excavators
- The New Tadano AC 4.070-2 All Terrain Crane
- Bandit Industries Is Expanding
- Cummins Unveils Zero-Emissions Power Solutions
- Talbert Celebrates 75 Years Of Removable Gooseneck Trailers
- Port Saint John Reaches 100,000 TEU Milestone
- Canada Releases First Step Towards Net Zero Concrete
- Supply Post January 2023 issue – read it now!
-
December
-
2022
-
December
- Case Upgrades 7 New E Series Excavators
- Continental Tire Canada Tree Planting Event A Great Success
- MB Crusher’s Rotary Screeners Transform Equipment Into A Mobile Recycling Centre
- Manitowoc Launches The New Grove GRT8100-1 Rough-Terrain Crane
- The Most Common Conveyor Belt Issues And How To Prevent Them
- Komptech Americas Awards Foreman Equipment As ‘2022 Top Performing Dealer’
- Oshkosh Corporation Acquires Hinowa
- Hiab Receives Significant Repeat Order For Moffett Truck Mounted Forklifts
- New Hamm HC Series Compactors
- Professional Logging Truck Driver Training Will Benefit Indigenous People, Youth
- Hyster Begins Pilot Of Hydrogen Fuel Cell-Powered Container Handler
- Research Project Could Spur A Better Development Approval Process
- New HSI Crusher Design From Superior
- Freightliner Upgrades Industry-Favorite Models in New Plus Series
- OTA Driver of the Year
- Family Logging Operation Features Kenworth W990s
- Komatsu Upgrades Mechanical Haul Truck
- ASV Introduces New Mulchers, Snow Attachments & Dozer Blade
- Mack LR & Mack TerraPro Models Now Available With HAULMAXX EX Suspension
- Volvo CE Helps Elevate Motorsport Safety With Electric Car Recovery Solution
- Freightliner Celebrates 80 Years Of Heavy-Duty Truck Manufacturing
- Wacker Neuson + John Deere Collaborate On Mini And Compact Excavators
- FAE Updates DML/SSL Mulchers For Skid Steers
- Sennebogen 830 M-T Sets The Pace
- Kenny's Loggin' – Phillips Arm – Part 1
- John Deere Adds New P-Tier & G-Tier Excavators
- Canada Cartage Expands Services In Eastern Ontario And Quebec With The Acquisition Of Seaway Express
- McElroy Announces The Tritan 560
- The Inside Story Of The Rokbak Rebrand, One Year Later
- Rototilt Looks Back On Another Successful Excavator Hero
- Wabash Unveils Rebranded Trailer With New Company Logo
- New Cat 336 Excavator Delivers Class-Leading Productivity And Low Owning And Operating Costs
- Astec Launches New Mobile Rock Breaker Model
- McCloskey Unveils Newest Jaw Crusher
- DICA Expands Ground Protection Product Line
- Sandvik Partners With Foran For Record BEV Fleet In Canada
- Global Heat Wave ‘A Wake-Up Call For Construction’
- 2023 Vancouver International Auto Show Cancelled
- Supply Post December 2022 issue – read it now!
- Genie Introduces A Lithium-Ion Battery Option For Its GS E-Drive Slab Scissor Lifts
- Navistar Serves Customer & Industry Partner Electrification Needs with International eMV Series
- Canfor Temporarily Curtailing Canadian Production Capacity
- B.C. Accelerates Support For Indigenous-Led Forest Innovation
- Yanmar Compact Equipment North America Debuted New Products This Year
- Terex MP Acquires ZenRobotics
- Sennebogen Adds New Size To Popular Tree Care Handler Line-Up
- Polaris Commercial Showcased UTVs Made to Work at Equip Exposition
- ATA Launches New Program To Highlight The Contributions Of Women To Trucking
-
November
- Kenworth Releases Medium Duty Driver Academy Video Series
- Harbour Air’s All-Electric Aircraft Operates First Point to Point Test Flight
- Safety on the Road: 50 Tips for Truck Drivers
- Festive Lights Set To Roll Through Vancouver Island Streets
- Takeuchi Introduces New TB335R 3.5-Ton Short Tail Swing Excavator
- Liebherr Launches New 70-100 Tonne Crawler Excavators
- The 2022 Supply Post Christmas Gift Guide
- Forest Employment Program Provides Jobs, Supports Communities In BC
- Arctic Gateway Group's Hudson Bay Railway On Track To Support Northern Connectivity
- TSB Calls For Implementation Of Automated Train Control Systems
- Irving Oil To Introduce Hydrogen For The Regional Market
- Doosan Introduces Smart X-Care Enhanced Telematics Monitoring Service
- Wabash Partners With Freightvana For Trailers As A Service Platform
- CASE Names Real Turf Solutions As Winner of the 2022 CASE Kickstart Business Development Contest
- Better Reliability With New Electrical Connector From Rototilt
- Sara Vincent Joins JLG and JERR-DAN as Director of Marketing
- Terex MP Acquires ProAll
- CP Holiday Train To Begin 2022 Tour In Support Of Local Food Banks
- New Cat 793 Mining Truck Features Best-In-Class Payload
- Bendix Tech Tips: Post-Flood Inspection And Reconditioning Advice For Tractors And Trailers
- 2021 Lincoln Distinguished Distributor Award” Presented To FLO Components
- OTA Honours Heroic Bison Driver, Ashish Patel
- FAE Releases New Powerful 200/SC Stump Cutter For The PT-175
- Terex Utilities Demos Efficiency of Hollow Kelly Bar Tool for Installing Screw Anchors
- Brandt Delivers Support for Atlantic Region Following Hurricane Fiona
- Kenny's Loggin' – Quitting School – Part 2
- Yanmar Promotes Maintenance Kits For Convenient Servicing
- Diamond Mowers Introduces Two New Mulching Heads
- How The Mako Ground Engaging Tools (GET) Were Developed
- BC Construction Association Launches Building Builders Mentorship Program
- Hendrickson’s Haulmaax EX Launched At Mack
- Cummins And Komatsu To Collaborate On Advancing Development Of Zero Emissions Mining Haul Trucks
- Volvo CE Enters Gaming With Farming Simulator
- Grove’s New Heavy-Duty Jib Equips GRT9165 Rough-Terrain Crane For Precast Work
- Eaton Introduces Portfolio Of Battery Pack Vent Valves For Electrified Vehicles
- JLG Updates Augmented Reality App
- Terex Utilities Hosted Technicians At Hands-On Service School
- Introducing The ALLU Raptor
- Tigercat Introduces Next Generation Harvesting Head Control
- Yanmar Launches New SA Series Utility Tractors
- Snuneymuxw First Nation Signs Agreements With Seaspan
- PACCAR To Offer Cummins X15N Natural Gas Engine
- BC Appoints New Container Trucking Commissioner, Deputy Commissioner
- MAMI Appoints Stacy Kennedy, First-Ever Woman President
- Superior Teams With Ault Equipment From Central To Atlantic Canada
- Dynamic Now Offers 108-Tooth Ratchets
- Volvo Trucks Showcases New Zero-Emissions Truck
- Supply Post November 2022 issue – read it now!
- Announcing The Launch Of A Brand-New SupplyPost.com!
- Astec Industries Launches New 8-Foot-Wide Portable High Frequency Screen Plant
-
October
- Sandvik Launches New Intelligent Top Hammer Longhole Drill Rig
- John Deere Introduces New FR27 Disc Saw Felling Head
- Cat Introduces New 966 GC Wheel Loader
- ELD Enforcement Coming January 2023
- Avoid Overweight Truck Issues
- Lippmann Brand Gets A Makeover
- Meritor Announces New Spec Tool For Driveshaft On Demand Program
- Diamond Mowers Drum Mulcher Proves To Be A Lucky Charm For Shamrock Dirt And Forestry
- Brandt Completes Wickham Flower Acquisition In Australia
- Next-Generation Doosan Crawler Excavators Are Now Available
- Log Yard Operator Turns To Sennebogen Engineers To Create Ideal Machine
- Western Star Expands 49X Heavy Haul and Construction Capabilities
- Wabash Introduces Acutherm Sub-Brand For Intelligent Thermal Management
- FAE Introduces The New 300/FD Flail Demining Head
- Hyster Updates Operator Training Program
- ZEVs & LEVs—The Future Of Forestry: FPInnovations
- Elgin Sweeper Releases New Broom Badger
- Size Matters: A Crusher Bucket Model For Every Excavator
- Rototilt Introduces Rototilt Control
- Kenworth Introduces Online 2022 Medium Duty Body Builder Manual
- Coming Soon: 2nd Annual Supply Post Readers' Choice Awards!
- Kenny's Loggin – Quitting School – Part 1
- Armour: A Driving Force In Atlantic Canada
- Manitoba Setting The Stage To Become A Top Mining Destination
- Komatsu’s Smart Construction Retrofit Kits Are An Easy, Affordable Way To Update Your Fleet
- First Try-It Days Of The Trucking Career Immersion Program A Triumph
- Atlas Copco Portable Air Accelerates Sustainability Transformation
- Volvo CE Partners With BRIO To Inspire Budding Engineers
- Caterpillar Releases New 906, 907, & 908 Compact Wheel Loaders
- Volvo CE First In The World To Deliver Construction Machine Built Using Fossil-Free Steel To Customer
- Wabash Announces New Parts Distribution Network
- Mubadala Capital To Acquire Canada Cartage
- John Deere Unveils G-Tier Compact Wheel Loader Models
- Takeuchi Introduces New TB2150R Excavator
- DTNA Combats Theft Of CPC Modules
- Pilot Company + Bridgestone Introduce Fleet Tire Monitoring Network
- Yanmar Upgrades ViO17-1E & ViO25-6B Mini Excavators
- Dräger, Focus FS Announce Strategic Partnership With Ontario Mine Rescue
- Hendrickson’s Latest Lightweight Suspension Solutions
- Teamsters: Engage With Shady Companies Participating In Driver Inc ‘Scam’ At Own Risk
- Bobcat Introduces All-New TL723, TL923 Telehandlers
- Compact Track Loader Simulator Accurately Replicates Machine Instability
- Volvo Trucks: First In The World To Use Fossil-Free Steel In Its Trucks
- Fastfrate Group Acquires Challenger Group
- Astec Celebrates 50 Years Of Manufacturing Heavy Equipment
- The 2022 Atlantic Transportation & Logistics Show Rolls Into Moncton This Month
- BC's Winter Driving Season Starts Today
- Supply Post October 2022 issue – read it now!
-
September
- New Program Prioritizes 1st Year Apprenticeship In 39 Red Seal Trades
- AME Announces Landmark Agreement Advancing Reconciliation In BC
- Lode King Comes To American Truck Simulator
- International LT Series Gets New Design
- New Contest From CASE + Country Music Superstar Jon Pardi
- Grove Celebrates Its 75th Anniversary
- Ditch Witch Acquires HydraWheel Line of Rock Saws
- Powered By Poop: New Carbon-Negative RNG Truck Unveiled
- John Deere Introduces Intelligent Boom Control on 800 MH-Series Tracked Harvesters
- New Cat 350 Excavator Delivers Class-Leading Productivity With Enhanced Sustainability
- Volvo CE Tests World’s First Prototype Hydrogen Articulated Hauler
- ASV Introduces New Yanmar-Powered RT-50 Track Loader
- Faster Skills Development With New CM Labs Software Release
- FAE Launches Mobile App For The Sonic System
- CASE Launches New Minotaur DL550 Compact Dozer Loader
- Kenny's Loggin – Log Loading on Salt Spring Island, BC in the 1950s
- Peterbilt Launches Special Edition Model 389X
- Tigercat Releases 635H Swing Boom Skidder
- Poll Results Show Canadians Increasingly Recognize The Benefits Of Forestry
- Cat Releases New D1 Mulcher
- John Deere Unveils 900 MH-Series Tracked Harvester With Intelligent Boom Control
- National Forest Week
- Forest Sector Raises Questions Around Federal Carbon Revenue Sharing Plan
- Robot Drones Help Detect And Prevent Ever Increasing Forest Fires
- Canada’s Forest Sector Supports National Effort to Address Wildfire Risks & Enhance Forest Resilience
- Truck Loggers: Forest Policy Needs Modernizing
- Importance Of Forest Sector Not To Be Underestimated
- Poll Shows Strong Indigenous Support for Forestry
- Forestry Sees Opportunities In Emissions Reduction Plan
- Continental Tire Canada Announces New Partnership With Tree Canada
- Dissecting The Disc Mulcher: What To Know And Look For Based On Your Land Management Needs
- Ontario Calls Out Unfair Duties on Softwood Lumber, Defends Forestry Workers and Industry
- Want To Fight Climate Change? Fix Our Underperforming Rail Service: AFPA
- John Deere Expands Introduces New Mulchers & Brush Cutters For Excavators
- Alberta Forestry: A Pillar Of The Provincial Economy
- Careers In Forestry: Doing The Unexpected
- Long-Term Investment In Northern Alberta Forests
- Tigercat Expands Line Of Grapples
- Careers In Forestry: Unique Pathways
- Striving For Age Diversification In Forestry
- Ponsse’s New Products For Responsible Forestry
- Hiab Launches Next Generation Loglift Forestry Cranes
- A Rookie In Forestry
- Supply Post September 2022 issue – read it now!
-
August
- Chips Happening On Northern Vancouver Island
- Tigercat’s LX830 Feller Buncher Advances To E-series
- FAE Upgrades PT-300 Tracked Carrier
- BC Provides Update On Old Growth, Worker Supports
- Forestry Report: Successorship & Transfer Of Timber Harvesting Rights In BC
- Tigercat Enters Yarding Niche With 180 Swing Yarder
- Tigercat Introduces The TCi 920 Forestry Dozer
- Meet The New FAE RCU-75 Remote Controlled Tracked Carrier
- Western Star Introduces All-New 57X
- SFI Announces Forest-Focused Conservation Grants
- John Deere Enhances Knuckleboom Loader Visibility With Cab Upgrades
- Profile: Meet Ken Wilson, Of Kenny’s Loggin’
- Kenny's Loggin – The Origins of Cat Logging
- Tigercat Releases New Forestry Equipment
- LiftWise Introduces High-Capacity Hydraulic Lift Table
- Kobelco Launches Next Generation SK260LC-11 Excavator
- Finning Announces Mining Contracts In Canada & Chile
- MAJOR Offers On-Site Technical Services To Maximize Screening Performance
- Volvo CE And World RX To Develop The Next Generation Of Rallycross Tracks
- Parts Shortages Continues To Curtail Truck Production
- PSA Expands Its Presence In The Port Of Halifax
- Canadian Mining Companies Recognized For Environmental & Community Engagement Achievements
- Doosan Introduces All-New Next-Generation Mini Excavators
- JLG Financial Expands Retail Lending Program
- Alberta Freshens Up Highway Rest Stops
- ASV Smooth CTL Turf Tracks Outperform Treaded Tracks In Certain Conditions
- Detroit Expands Service Training Center To Add EV Courses
- Dynamic Tool Brand Expands U.S. Presence With Improved Distribution, Online Store
- Pyramex Introduces New Carhartt-Branded Safety Glasses
- DICA Adds New Access Mats
- Cummins & DTNA To Collaborate On Hydrogen Fuel Cell Trucks
- ASV Expands Line Of Branded Attachments With Augers, Breakers, Trenchers And Soil Conditioners
- Powerscreen: In Touch With Tomorrow At Hillhead 2022
- Preparing For Disaster Response With CASE
- Evoquip Launches Sustainability Campaign – Think Green, Think Evoquip
- Atlas Copco Portable Air Launches E-Air Campaign ‘Your Silent Partner’
- Terex Utilities Debuts Industry’s First All-Electric Bucket Truck
- Utility’s Paragould Plant Produces Its 200,000th Trailer
- Supply Post August 2022 issue – read it now!
-
July
- Genie Announces Its Spill Guard Hydraulic Oil Containment System Is Available Globally
- Liebherr Launches New Five-Tine Grab GMM 50-5
- AMTA Hosts 28th Annual Alberta Inspectors Championship
- Wajax Acquires Powell Canada’s Valve Business
- Kubota Expands North America-Based Innovation With Grand Opening Of R&D Center
- ASV Restores North America’s First Compact Track Loader
- Hyundai Enters Articulated Dump Truck Market
- Permanent Repairs Begin Soon To Coquihalla And Highway 1
- McCloskey Introduces The C2C Compact Cone Crusher
- CSL’s New Purpose-Designed Diesel-Electric Self-Unloading Ship Begins Service For Windsor Salt
- Brandt Opens New Trailer Factory In Moose Jaw
- How To Choose A Dump Trailer
- Doosan Manufactures First DD100 Dozer For North America
- Ground Stabilization Works For Cycleway Construction
- OMA Releases Economic Research Report & Critical Minerals Analysis
- Kenny’s Loggin’ – Port Neville Days
- Meet Yanmar’s Largest Mini Excavators: ViO80-1A & SV100-2A
- Superior Builds World’s Largest Telescopic Stacking Conveyor…Again!
- Waltco Introduces Two New Liftgates
- Getting Canada’s Economy Back on the Rails
- Navistar Standardizes Factory-Installed Telematics On All Class 6-8 Vehicles
- Aquajet Rotolance Lineup Excels At Surface Preparation For Most Concrete Surface Profiles
- BCTA Calls For Idle Management Regulation in British Columbia
- Bendix Tech Tips: Trailer Stability Systems
- CleanBC Supports B.C. Companies Designing Zero-Emission Boats
- Doosan Expands -7 Series Wheel Loader Line With Three New 200 Size Class Machines
- JLG Rotating Telehandlers: 3-In-1 Machines
- A Challenging New Era In Parts Distribution
- CleanBC Heavy-Duty Vehicle Efficiency Program Year Three Extended
- Hjort Excavating Improves Driver Retention With Fleet Of Kenworth W990s And T880s
- New Wildlife Overpass Improves Highway Safety In Bow Valley, Alberta Area
- Volvo CE Offers Tailored Support For Customers To Reach Carbon Reduction Goals
- Hino Trucks Tests Allison’s Fully Electric Axle
- CTA Outlines Pathway To Securing Supply Chain
- Freightliner Launches New Battery Electric eCascadia
- Canada’s Outdoor Farm Show Gets Permanent Home At Discovery Farm Woodstock
- Tahltan Nation Development Corporation Signs Significant Distribution Agreement For Sandvik Equipment
- Alberta Extends Site Rehabilitation Program
- Dana Named 'Overdrive' Award Winner By General Motors For Fifth Consecutive Year
- Yanmar Launches Website Dedicated To Compact Equipment
- New Act Supports Trades Workers, Apprentices In BC
- Allison & Freightliner Collab On Walk-In Van Program
- High-Performance Skid-Steer Attachment Chips In for Land Clearing Business
- John Deere Launches Scraper Earthmoving Productivity System
- BHE Canada Signs New PPAs For Rattlesnake Ridge
- Eriez Video Provides Up-Close View of Breakthrough StackCell SC-200 Flotation Machine
- Frontline Machinery Acquires Chieftain Equipment
- Peterbilt Announces New Natural Gas Engine For New Medium Duty Trucks
- Descartes Combines Warehousing & Shipping Solutions For Ecommerce
- Finning Apprentice Dante Bavado Wins Bronze At Skills Alberta
- Navistar Celebrates Grand Opening Of Its Benchmark San Antonio Manufacturing Plant
- Supply Post July 2022 Issue – Read it now!
-
June
- Elgin Sweeper Debuts RegenX1
- CN Presents 2021 Safe Handling Award to 241 Shippers
- Top Comfort Tips For Compact Track Loaders From ASV
- MAXAM Tire Grows The MS915 Series For Modern Machinery
- Hy-Brid Lifts Announces Pipe Rack Option For Pro Series Lifts
- Terex Finlay Announces Company Rebrand
- B.C. Companies Innovating In Heavy-Duty Trucking Sector
- Mack Updates mDRIVE With Left & Right Dual PTO Option
- Penske Truck Leasing Opens New Facility In California
- Astec Updates RP-Series Highway Class Asphalt Pavers
- Bomag Launches Next Generation Of Large Cold Planers
- World’s Largest Compact Track Loader Expands Capabilities For Family Business
- Scholarship Supports Women in Occupational Health and Safety
- New Branded Swag Available From ASV
- Hitachi Introduces ZX210LC-6 HP Excavator In North America
- WTFC Rolls Out Trailers To Raise Awareness Against Human Trafficking
- Kenny’s Loggin – Logging, Lunching & Learning Loaders
- Acela Introduces First Custom-Designed 4x4 Fire Truck Chassis
- Daimler Truck’s Torc Robotics Collaborates With Leading Logistics Companies On Autonomous Trucking
- Terex MPS Handles A Large-Scale Relocation Project In Malaysia
- Mack Laval Is Mack’s First Canadian EV Certified Dealer
- CargoM Launches The Trucking Career Immersion Program
- Kenworth Introduces PACCAR TX-18 & TX-18 Pro Automated Transmissions
- Trades And Technology Students At BCIT Get New And Renewed $162.6M Training Facilities
- Clarience Technologies & Wabash Collaborate On Trailer Applications
- Mack Expands OneCall Roadside Assistance Service
- Kobelco Launches Next Generation SK210LC-11 Excavator
- New Richmond Container Storage Facility Strengthens Canada’s Supply Chains
- John Deere Announces New Global Agreement with Wacker Neuson on 0-9-Metric-Ton Excavators
- Kenworth’s Excellent Lineup At Truck World
- New Alberta Bill Hopes To Improve Safety For Roadside Workers
- Women In Navistar’s Service Network Helping Drive Female Technician Recruitment
- Daliborka Riberio Has Been Named The New Director Of Product Management For JLG And SkyTrak
- PAL Aerospace To Provide Air Ambulance Services In Nova Scotia
- Record Order From Maersk For Volvo Electric Trucks
- ATA Applauds Senate Passage Of Ocean Shipping Reform Act
- McCloskey Launches 365SiteConnex Telematics Program
- Lafarge Canada Brings Wind Power To Exshaw Plant
- Kenworth Publishes New 2022 Heavy Duty Body Builder Manual
- Allison 3000 RDS Transmission Now Available For Mack MD Series
- Ontario Announces Transition to DriveON Digital Safety & Emissions Inspection Program For HD Diesel Vehicles
- MDS International Announces Rebrand to Become MDS – A Terex Brand
- Third Generation Family Member To Lead Operations At Vermeer
- Peterbilt Wins Three Prestigious Manufacturing Leadership Council Awards
- Thermo King Introduces The New Precedent S-750i Trailer
- JLG Introduces New ES2646 & R2646 Scissor Lifts
-
May
- GTI Transport Solutions Acquires Foxconn Logistics
- FLO Components Ltd. Announces Lincoln 1884 Grease Gun Winners
- Lode King Introduces 2022 Renown B-Train Featuring JP Rail
- Lode King Updates Renown Western Quad For 2022
- Driver Shortage A Threat To Economic Recovery: THRC
- Drive Like A Girl
- Kenny’s Loggin’ – My Thirteenth Summer: Lessons In Logging
- Alberta To Develop New Commercial Safety Rest Areas Across The Province
- BCTA Advocates For BC-Wide Zero Emission Vehicle Mandate For Trucking Sector
- Isuzu & Cummins Announce Battery Electric Truck Collaboration
- World's First Large Freighter Door De Havilland Dash8-300 Goes Into Service
- Changes To Seaspan’s Tug Services At Roberts Bank, Deltaport, And Westshore Terminals
- New Launch Utility Connect Advanced Trailer Telematics Platform
- Equinor And BP Achieve Key Step In Advancing Offshore Wind For New York
- Cummins Announces New 20kW Generator For Commercial Mobile Applications
- Permanent Repairs Coming For Flood-Damaged Sections Of Coquihalla Highway BC
- Manitoba To Develop Centreport Canada Rail Park
- Mack Predictive Cruise Control With Econo-Roll Now Standard On Mack Highway Models
- K-Tec Turns A Scraper Into A Home
- Bandit Purchases The Trelan Company
- New Mining Reclamation Policy Expands Environmental Protection For BC
- Tadano Sets Sustainability As One Of Its Business Goals
- JLG Establishes Developmental Partnership With RE2 Robotics
- 2021 Trade Through The Port Of Vancouver Steady Despite Supply-Chain, Extreme Weather Challenges
- Terex Announces End To Technical Product Support Of Genie Equipment Older Than 10 Years
- McCloskey Unveils A New Brand Focused On Recycling And Environmental Solutions
- Trucking Applauds New US-Based Semiconductor Plant
- Mack Trucks Introduces Next Generation Mack LR Electric
- John Deere Introduces John Deere Protect - Parts & Fluids Plans
- New Tenant Selected For Fraser Valley Trade And Exhibition Centre
- Gomaco Introduces New Savvy Concrete Paving Technology
- Hiab Expands Electric Moffett Truck Mounted Forklift Range
- Aquajet Offers Innovative Solutions For Hydropower Applications
- John Deere Launches New 904 P-Tier Wheel Loader
- Alberta Rolls Out More Support For Truck Driver Training
- Ontario Launches Northern Transportation Task Force
- BC Poised To Meet Demand For Clean Energy Materials: AME Report
-
April
- Metso Outotec Acquires Tesab
- Penske Truck Leasing Dedicates Diesel Training Lab At Lincoln Tech’s East Windsor, Connecticut, Campus
- ASV Compact Track Loaders & Skid Steers Get New Line Of Attachments
- Dawson Group Marks 100 Years Of Building BC, Alberta, And Northern History
- Frontier Power Products ULC Acquires M-K Power Products Corp
- Trinity Logistics Acquires Arizona-Based Freight Broker Team Eagle
- Meritor To Begin Production Of Commercial Vehicle ePowertrain
- First Industries Corporation Acquires Premium Truck and Trailer
- Finning Canada’s Brad Herbert Is Technician Of The Year
- Successful Return For The Atlantic Heavy Equipment Show
- Strong Turnout For 25th National Heavy Equipment Show
- Liebherr Presents New Compact Loader Series With The New L 504 Compact Model
- Height Safety, Simplified: New Guardian Videos Bring New Positioning To Life
- McCloskey Introduces New J6 Jaw Crusher
- Kenny’s Loggin’ – Summers at the Elk Bay Logging Camp
- Eaton Introduces Low-Voltage Power Components
- MB Crusher Units Help Meet Deadlines
- Introducing Point-To-Point Technology For Vermeer PD10R Pile Drivers
- Genie Received 12 Industry Awards In 2021
- Navistar Makes First Equipment Donation in Canada through TECH EmPOWERment Initiative
- Peterbilt's First Aurora Driver-Equipped Model 579
- ACOA 2021: Building A More Resilient, Innovative And Inclusive Atlantic Economy In A Year Of Recovery
- Hyster Expands Line Of Explosion Proof Lift Trucks
- Initiative Connects Customers To Funding Assistance For Kenworth EV
- Case Announces Approval Of B20 Biodiesel For All G Series Wheel Loaders
- How To Turn Your Telescopic Handler Into A Real Crusher
- Gomaco Introduces the World’s First Battery-Powered Slipform Curb Machine
- Fastfrate Acquires United Transfer Limited
- Special Charity Kenworth T880S Mixer Displayed At 2022 World of Concrete
- Atlantic Heavy Equipment Show Opens This Week
- Hyundai And Doosan Present "Smart Construction”
- Sound The Alarm! PA 1 PATROL Series Sounder Perfect For Industrial Safety
- New Holland Construction Introduces F50C Forklift
- Perkins Expands Its IOPU Range With New Models
- Increased Sales And Profitability For Volvo Construction Equipment In Q4, 2021
- Opinion: Too Much Government Red Tape, Not Enough Red Seal Training
- Volvo Trucks Launches Electric Truck With Longer Range
- Cargo Tonnage At Port Saint John Increases Year-Over-Year
- McLaughlin Celebrates 100 Years Of Equipment Innovation And Service
-
March
- Electrification Of Utility Fleets: Terex
- Capacity Crunch, Fuel Costs Push Spot Freight Rates Higher
- Renewal Deadline For Commercial Carriers Extended: Alberta
- Bobcat Introduces All-New TL619 Telehandler
- Crane Mounted AI Arrives At Construction Sites In Quebec
- 25th Anniversary of Canada’s Largest Heavy Equipment Event Opens This Week
- International Enhances Preventive Maintenance Planning
- Anheuser-Busch Delivers New Era Of Beer With Innovative Zero-Emission Fleet
- Komatsu Adds Smart Construction Drone
- Volvo CE Develops Full Power Of Electric Ecosystem With E-Worksite
- The Mining Association of Manitoba Inc. (MAMI) Announces 2022 Manitoba Provincial Mine Rescue Competition
- Thermo King To Reduce Global Warming Potential Of Transport Refrigeration By Nearly 50%
- Cummins Unveils Industry-First Fuel-Agnostic Internal Combustion Powertrain Solutions
- Construction Sector Raising Funds For Ukraine
- First Look: Expanded Mini Excavator Lineup From CASE
- Truck Demand Roars To Start 2022
- Peterbilt Highlighted Concrete Lineup At World Of Concrete
- A Look At Compact Wheel Loaders From Yanmar
- Tesab Welcome Mormak Equipment On Board In Western Canada
- Attention Operators! Cat Launches Bigger, More Competitive Global Operator Challenge
- Equipment Dealer Challenges Businesses To Support Aid For Ukraine Refugees
- Kenny’s Loggin’ – Wilco Logging
- New Cat 340 UHD Demolition Excavator Reaches New Heights
- Partnership With Japan Will Champion Alberta Energy
- Challenger Motor Freight Partners With Transtex To Obtain Substantial Fuel Savings
- What The Heck Is A Frunk?
- Michelin Is Getting Ready To Go To The Moon
- Volvo CE Tests World’s First High-Lift Tele-Operation Over 5G
- Stoughton Achieves ISO 9001:2015 QMS Certification For Painted Intermodal Chassis Production
- Survey: More Work, Higher Wages, And More People Needed
- Superior & General Aggregate Expand Relationship To Central Canada
- Bobcat Company Announces New Partnership With National Disaster Search Dog Foundation
- Supporting Women In Commercial Trucking Careers
- Cooperative Truck Platooning System Trials Officially Underway In Alberta
- How To Design A SuperTruck
- Albertans To Get Relief For Fuel And Utility Costs
- Quad Tracks Now Available For JLG 600S & 660SJ Boom Lifts
- FAE Adds 4 New Forestry Mulchers For Excavators
- Manitoulin Group of Companies Acquires Diamond Delivery and First Canadian Messenger
- CASE Announces 2022 “Kickstart” Business Development Program
- Cat Introduces New 120 GC Motor Grader
- Bison Transport Inc. Acquires Hartt Transportation Systems, Inc.
- ATA President: Infrastructure, Workforce Remain Trucking’s Top Priority
-
February
- Hyundai Investing To Expand Production Capacity By 50 Percent
- Caldwell Creates Custom Posi-Turners For Heavy Trucks
- Guardian Horizontal Screens Receive Updates
- Cummins To Acquire Meritor
- Sandvik Wins 18.5 MCAD Equipment Order For Open Pit Mine In Canada
- Win A Lincoln 1884 PowerLuber Grease Gun From FLO Components At NHES 2022
- Fastfrate Establishes First International Office In Chicago
- The Top Five Trends Of Pharmaceutical Supply Chains In 2021
- Kubota Canada Ltd. Adds To Compact Construction Lineup
- Kenny’s Loggin’ – Working With Sam
- Detroit DD15 Gen 5 Engine Hits More Than One Billion Road Miles
- Liebherr Launches Three New Wheel Loaders
- ASV Launches New Yanmar-Powered RT-40
- Leasing & Rental Industry Looking Up For 2022
- Doosan Bobcat Unveils World’s First All-Electric Compact Machine
- Kenworth Launches EV Technician Training And Certification Program For Kenworth Service Technicians
- Introducing FAE’s New BL5/ EX/VT Forestry Mulcher
- Stoughton Announces Expanded Intermodal Chassis Production
- Terex Washing Systems Wash Plant Produces Up To 300 TPH For Sand Quarry
- Network With Forest And Conservation Professionals And Learn About Job Opportunities At The #MyGreenJob Career Fair!
- Introducing Tigercat Simulators
- Registration for Atlantic Heavy Equipment Show Now Live
- LBX Introduces New Heavy Duty Excavators For North American Market
- Canada Cartage Acquires Laurentien Transport
-
January
- Forest Sector Calls for Action on Supply Chain Woes
- Sandvik To Open New Facility In Surrey, BC
- Brandt to Add 1500 Jobs in 2022 Following Record Growth in 2021
- Sennebogen Helps Action Metals Optimize Recycling Facility
- Doosan Partners With C&C Rentals Ltd To Expand Its Presence In The Canadian Market
- Announcing The Winners Of The 2021 Supply Post Readers’ Choice Awards!
- Irving Oil Named One Of Canada’s Top 100 Employers For 2022
- Back To Business: National And Atlantic Heavy Equipment Shows Gearing Up For Spring Return
- Destined For Dirt Work
- Kenny’s Loggin’ - Snow Clearing for Norie in Elk Bay, 1970s
- Tigercat Releases E-Series 822 Compact Track Feller Buncher
- Co-Op Investing In Western Canada With Retail Fuel Sites Acquisition
- How To Select The Right Mobile Screener
- Manitoba Introduces Multi-Year Permitting For Mineral Exploration
- Peterbilt Deploying Augmented Reality Tool For Dealer Service Technicians
- New Powerscreen Titan Range Packs A Big Punch
- Alberta Tightens Rules On Photo Radar
- Vermeer MV Solutions New Facility Officially Open
- Yanmar CE Unveils Its First Electric Mini Excavator Prototype: The New SV17e
- One Million Real-World Electric Miles For Freightliner’s Electric Fleets
- Volvo CE Unveils CX01 Single-Drum Asphalt Compactor
- Mack Announces New Factory-Installed Idle Free eAPU For Its Mack Anthem Model
- Bobcat Company Introduces Ultra-Durable, Newly Redesigned Snowblower
-
December
-
2021
-
December
- IROCK Crushers Announces New Best In Class Warranty
- New Holland Construction Launches Largest, Most Powerful Compact Track Loader To Date
- Daimler Trucks & Platform Science Introduce Virtual Vehicle
- New Doppstadt Inventhor 6 Plus Features Caterpillar Engine
- Volvo CE Introduces Largest Range Of Electric Machines
- Coquihalla Highway Reopens To Essential Commercial Traffic
- How Smart Technology Can Help Cut Truck Deaths And Injuries
- MWS Equipment Launches Its New Smart SCLPR 105
- Online Registration Open For National Heavy Equipment Show
- Kenny’s Loggin’ - Washington TL 15 Log Loader Rebuild
- Through Hell And High Water
- From the archives: Long Arm Extends Helping Hand
- Continental Tire Canada Announces Partnership With Rechapage 2000
- USGS Estimates 306 Billion Ft2 Of Recoverable Helium In The US
- Stoughton Trailers Raises Production Team Wages
- Geologists Look To Past For Answers On Future Tsunami Threats
- Hendrickson Introduces TIREMAAX PRO-LB
- John Deere Introduces New H423 & H425 Harvester Heads
- Trimble Earthworks Grade Control Platform Now Available On Excavator Simulator
- Keys To A Carbon Neutral Future – And It’s Not Just Electromobility
- Cummins Announces New 20kW Generator For Commercial Mobile Applications
- RESCON Commends Training, Job Creation And Infrastructure Initiatives In Economic Statement
- Fitzgerald Peterbilt Opens New Parts & Service Location In Alabama
- Liebherr-Mining Introduces Advanced Assistance Systems & On-Board Analytics
- New Holland Launches Speedrower PLUS Series Self-Propelled Windrowers
- Hiab Developing Factory Of The Future In Dundalk
- From the archives: A Winter’s Tale
- Rural Infrastructure Projects Create Alberta Jobs
- Bombardier Proudly Introduces the New Challenger 3500 Aircraft
- Doosan Showcases DX62R-3 And DX85R-3 Mini Excavators
- Case IH Introduces WD5 Series Windrowers
- Artificial Intelligence To Benefit The Mining Industry
- Seaspan Shipyards Collaborates With BC Tech To Grow Diverse Tech Talent Pool In British Columbia
- Case IH Introduces AFS Connect Optum Series Tractors
-
November
- Komatsu WE-Series Hybrid Wheel Loaders Perfect For Mining Applications
- Styling Changes Coming To New Holland Haytools For Model Year 2022
- Dynapac Underlines Environmental Commitment With New Electric Roller
- Brokk Introduces Pedestal Boom
- Seaspan Shipyards Celebrates 10th Anniversary Of Building Ships In Canada
- Werk-Brau Introduces Hydra-Clamp Bucket For Heavy Or Awkward Loads
- New Vermeer VXT300 Truck-Mounted Vacuum Excavator
- New Centennial Road Overpass Open To Vancouver Port Traffic
- Meet Volvo Prototype LX03: The Intelligent Future Of Construction
- Yanmar Stowable Utility Hook Offers Versatile, Convenient Lifting For Compact Excavators
- WorkSafeBC Releases Safety Bulletin On Tower Cranes
- Preparing Your Excavator For The Colder Fall And Winter Months
- CP Holiday Train’s Lights To Shine On Community Food Banks With Virtual Concert And Donations For 2021
- ATA Chief Economist Claims Driver Shortage At Historic High
- DriverCheck Expands COVIDdetect DIY At-Home Testing Service
- Top 12 Tips For Bumper-To-Bumper Winter Prep From Bendix
- Hendrickson Forges Ahead with Launch Plans For Watchman Trailer Wheel-End Sensor Technology
- Bandit Industries Has Announced Major Expansions Of Its Manufacturing Facilities
- BC’s Revamped Forest Policy Puts Environment, People First
- JLG 670SJ Self-Leveling Boom Lift Changes The Way People Work At Height
- Supply Post's Annual Christmas Gift Guide 2021
- Tadano Upgrades AC 4.110-1 & AC 5.120-1 All Terrain Cranes
- Thermo King To Deliver All-Electric, Zero-Emission Solutions For End-To-End Cold Chain By 2023
- Semiconductor Chip Shortages; Lead Times Exceeding 5 Months
- Kenny’s Loggin’ - Profile: Mike Gage
- Popular Truck Light Convoy Returns To Vancouver Island
- Groundbreaking Electro-Hydraulic System Wins Volvo Technology Award
- Peterbilt Displays New Model 579 & New Medium Duty Model 536 At TMC
- Bandit Industries Announces Model 1425 Track Horizontal Grinder
- Container Trucking Commissioner To Begin Next Phase Of Consultations
- Wabash National Corporation Earns 2020 Plant Safety Awards
- Dana Introduces Spicer HVT1 Transmission Specifically Engineered For Agriculture Telehandlers
- LiuGong North America Appoints Industry Veteran, Andrew Ryan New President
- Province Awards Over $5.5 Million For Quarry Rehabilitation
- Seatbelt Engagement & Operator Presence Option For JLG Telehandlers Now Available
- Fecon Launches Rebranding With New Website
- New Holland Adds T7 Heavy Duty With PLM Intelligence To Series Of Agricultural Tractors
- Six Seemingly Small Ways To Make A Big Impact
- Electric Sennebogen Material Handler Complements State-Of-The-Art Sawmill
- Transforming Agricultural Waste Into Biodiesel Fuel
- Haver & Boecker Niagara Adds Pulse Condition Monitoring
- An International Request For Proposals To Complete The Future Container Terminal
- Peterbilt EV Operating Cost Calculator Wins Prestigious Communicator Award
- Bendix Sponsors National Truck Driving Championships Grand Champion Award For A 10th Time
- Ferrari Lift Trucks Simplify International Logistics For Paddock Transport
- Dynapac North America Names Jamie Roush President/General Manager
- Tigercat Releases LSX870D Shovel Logger
- CASE Employees Support First Racine Habitat For Humanity “Women Build” Event
- Holcim Launches ECOplanet Green Cement
- Wajax Announces Chief Executive Officer Succession
- Women In Trucking Association Named Best Female Truck Driver Support Organization
- Canada Cartage Acquires Rapid Delivery
- Strongco Appoints Peter Rayner To VP & CFO
- GLS Agrees To Acquire A Canadian Freight Carrier To Expand Its Reach
- Sandvik To Unveil Three New Underground Drilling Solutions
- Terex Washing Systems Launch M1700X Mobile Washing Screen
- Terramac Showcased Latest Custom Crawler Carriers At The Utility Expo
- 5 Reasons Sany Makes Sense For Municipalities
- Polaris Expands Line Of Pro XD Work Utility Vehicles With An All-New Mid-Size Model
- Five Methods For Reducing Pharmaceutical Cargo Theft
- Driver Communication, Support Key Drivers During Disruption: Experts
- Peterbilt Delivers First Production New Medium Duty Model 536 To Elder Logistics
- Doosan Bobcat Continues Expansion With Groundbreaking of $70 Million Manufacturing Campus In North Carolina
- High Altitude Road Development Made Easy With MB Crusher Buckets
- Bomag Launches New Generation Of Large Cold Planers
-
October
- Syncrude Readies For Historic ‘Retirement’ Of Dam
- From the archives: John Deere’s New Dealer
- From the archives: Partner At Blanche
- From the archives: Thing Big! Win Big!
- From the archives: Supply Post's Halloween Cover
- Hyster Joins Association For Advancing Automation
- Log Handling Duties Now Handled Exclusively By Sennebogen
- Volvo Launches World’s First Vehicle Using Fossil-Free Steel
- New Pyramex Atrex Eyewear Protects Like A Goggle With The Look Of Stylish Sunglasses
- NLCA Releases Premiere Episode Of The New Building Newfoundland & Labrador Podcast
- Manac Announces A New Sales, Parts And Service Facility In Atlantic Canada
- Camionnage CP First To Order Zero Emissions Kenworth T680E Battery Electric Vehicle in Canada
- Mack Trucks Showcased MD7 And Anthem Models To Expocam 2021
- Canada’s First Semi-Autonomous Trucks Take To Alberta Highways
- Brandt Completes Cervus Deal
- Tigercat Releases 880E Logger
- ASV Announces Winner Of MAX-Series Sweepstakes
- Precision Grade Now Available For The Link-Belt 145 X4
- Canada’s Forest Sector Announces Awards of Excellence Recipients
- John Deere Announces Agreement With Mobile Track Solutions
- Daimler Truck And Cummins Sign Agreement For Medium-Duty Commercial Vehicle Engines
- Hyundai Construction Equipment Adds Delta Power Equipment To Growing Network
- Morooka Introduces Channel Frame Utility Carrier At Utility Expo
- Meet The Solutions Specialists: Brandt
- Kenny's Loggin: The Georgia Transporter
- Canada’s Largest Oil Sands Producers Announce Unprecedented Alliance
- US-Canada Partnership Announced For Collaboration In Research And Innovation
- Chevron and Cummins Announce Strategic Collaboration On Hydrogen
- New CER Report Explores Canada's Oil & Gas Pipeline System
- Cummins Inc. Launches Cummins Water Works
- Fleet Maintenance & Repair Costs Increased In First Half of 2021
- EvoQuip Celebrates 5 Years Of Crushing It
- ALL Cranes Relies On Two Liebherrs For Dual Pick At Bridge In Cleveland
- BCI Marine Becomes The Official Canadian Distributor Of X Shore
- BC Mine Reclamation Award and Scholarship Recipients Announced
- Ingersoll Rand Completes Acquisition of Maximus Solutions
- Supporting Sustainable Beef Sector Growth In Alberta
- Sennebogen 860 Puts Guntersville Terminal On The Cutting Edge
- Introducing The All-Electric Vermeer R500 Reclaimer
- Iconic Vancouver Island Ferry Service Saved By Vancouver Island Businessmen
- Poralu Marine Launches Searial Cleaners
- Enerpac Introduces ML40 Mini Lift Gantry
- Road Repair Contractors Achieve 90% Less Maintenance With Road Widener’s FH-R Attachment
- From Waste-to-Chemicals To Waste-to-Jet
- New 16-Liter Stage V Engine For Sandvik’s Toro TH663i
- Demolition Company Operates North America’s Largest Brokk
- MWS Equipment Announces USA Partner, Rock & Recycling Equipment
- Mack Trucks Puts A Premium On Maximum Uptime
- Motor Wheel Launches New Product Colors
- Peterbilt Showcases Refuse Lineup At Waste Expo
- FleetPlows Quickly Remove Snow from Truck and Bus Rooftops
- Komatsu’s PC7US-11 Excavator Delivers Versatility And Efficiency
- New Holland Celebrates 60th Anniversary Of Self-Propelled Forage Harvester
- From the archives: The Failure Tree
- Doosan & Trimble Announce Factory-Installed Machine Control Solution For Crawler Excavators
- Insights On Recruiting And Retaining Female Drivers
- Westjet Cargo Announces Dedicated Freighters To Better Serve Canada
- Two Demag CC 2800-1 Cranes Bring 410-Tonne Ship To Water
- Mecalac Brings New Fleet Management System To North America
- Diversified Product Development Opens New Manufacturing Facility
- Kubota Canada And The Canadian Hockey League Launch Nominations For Their Annual 2021 Community Hero Contest
- Peterbilt Delivers Model 579EVs To Shippers Transport Express
- Utility Trailer Manufacturing, Co. Receives This Year’s Top Green Provider Award
- Fleet Complete Launches Vision 2.0, Next-Gen Dash Cam & Video Telematics Solution
- Lode King Comes To Farming Simulator 22
- Enerpac Adds Powerful HMT 13000 To Product Line
- IMT Celebrates 60 Years
- CASE Introduces OEM-Fit Leica Geosystems SiteControl Machine Control Solutions For Excavators
- Creating Jobs Through The Responsible Management Of Alberta Forests
-
September
- From the archives: Thanks Mike...
- Eight Indigenous Communities In Wood Buffalo To Acquire Equity In Northern Courier Pipeline
- ATCO Group To Build Western Canada's Largest Urban Solar Project In Calgary
- Amy Rose Joins Aramark Canada As Director Of Indigenous Relations
- Indigenous-Owned And Created Natural Law Energy Marks The National Day For Truth And Reconciliation
- Why Bell Equipment Uses Femco On Their Vehicles
- Werk-Brau V-Line Strata Frost-Rock Buckets Tackle Frozen Ground & Layered Rock
- New Ride-On Trencher Designed To Maximize Operator Experience
- CASE Launches the TV620B Compact Track Loader: The Largest and Most Powerful CTL Ever Built
- JLG & Dieci Partner To Introduce New Rotary Telehandlers
- MWS Equipment Launches Smarter Water Management
- BP Joins Mærsk For Zero Carbon Shipping
- Unscheduled Roadside Events Down: ATA
- Seaspan Ferries Begins Electrification Trials With Battery-Powered Terminal Trucks
- A Scary Encounter On The Crowsnest Highway
- CASE Provides Equipment For Wildfire Cleanup Efforts
- John Deere Now Offers JDLink Connectivity Service At No Additional Charge
- Fernandez Holdings Acquires Nortrax Inc. And Schmidt Equipment Inc.
- New Holland Celebrates 50 Years Of Skid Steers
- Stanley Black & Decker To Acquire Excel Industries
- Kenny's Loggin: Preparing The Spar Tree
- From the archives: B.C. Equipment Dealer Attends Case National Excavator Rodeo Finals
- Haver & Boecker Niagara Celebrates Fifth Year Hosting Mineral Engineering University Students
- The Crosby Group Acquires Speedbinders.com
- Trucking HR Canada Awards Top Fleet Employers
- Duncan K. Davies Named Chairman of the Board of Resolute Forest Products
- From the archives: A Skidder Designed For The Pacific Northwest
- 4 Mistakes Every First-Time Shipper Should Avoid
- WTFC Hosting Free Webinar, "Drive for Balance: Building a Confident Career"
- Hapag-Lloyd Orders Another 75,000 TEU Standard Containers
- Peterbilt Delivers First Production Model 220EV To City Of Anchorage
- Trash Gurl Makes Refuse "Look Gud" With Mack's Help
- With Canada’s Motorcoach Industry on the Brink of Collapse, DriverDX is the Answer
- How To: Inspect Your Excavator for Cracks
- XCMG Debuts Three Customized Products at MINExpo 2021 in Las Vegas
- New Nokian TR Forest 2: A Tough Tire For Tough Conditions
- New JLG RT & ERT Scissor Lifts Now Available
- Designing Industry Roadmap to Full Electrification of the Cold Chain
- Could You Pull A 100-Ton Volvo Hauler Using Only Lego® Technic™ Elements?
- Take A Look At The New Komatsu D475A-8 Dozer
- Wajax is Now the Exclusive Canadian Distributor of Columbia Electric Utility Vehicles
- New ArriveCAN Feature Allows Single Submission for Exempt/Essential Workers Crossing the Border
- Freightliner Cascadia & M2 Recognized For High Residual Values
- Pettibone Launches X-Command Telematics For Telehandlers
- YVR Celebrates Two Top Honours in 2021 Skytrax World Airport Awards
- Hiab Acquires US Demountables Manufacturer Galfab
- #ThisIsMining: the Podcast Wins Best Outstanding Branded Series at the Canadian Podcast Awards
- Rokbak Revealed: The New Name For Terex Trucks
- ATA, Trucking Industry Kick Off 2021 National Truck Driver Appreciation Week
- Now Open: 2021 SFI Conservation Grants Program Request for Proposals
- Kenworth New Medium Duty Models Begin Production At PACCAR Ste-Thérèse
- Solid Performance In The Second Quarter For Volvo Construction Equipment
- JLG Adds New 450AJ HC3 Hi-Capacity Boom Lift To Product Line
- MAC Updates Tailings Management Guidance To Align With Global Standard
- Camrost Felcorp Inc. Completes Drilling For Mississauga's Biggest Geothermal System
- John Deere Intros 330-Horsepower Option For 853M & 853MH Machines
- John Deere Announces Global Preferred Supplier Agreement With Engcon
- Suncor Energy Invests In Carbon Capture Technology Company Svante
- Bombardier Marks 50th Global 7500 Aircraft Delivery Milestone
- From The Supply Post Archives: Liehberr Joins Vancouver Equipment
- John Deere Announces Evolution To Technology Portfolio: Precision Construction
- Australian Minerals Sector Takes Accountability To New Level
- Nearly 4 Million Tires Inspected In One Year Through Goodyear's Complete Tire Management Program
- Case IH Updates Puma Series Tractor Lineup
- Canadian Truckers Roll To Battle Child Hunger
- Navistar Launches New Aftermarket Parts Product Line
- Fontaine Fifth Wheel Names New Global Sales Leader
- Mission Critical Electronics And ZeroRPM Partner To Transform Conventional Heavy Duty Trucks Into Hybrids
- Superior Industries & General Equipment Broaden Dealer/Manufacturer Relationship
- From The Supply Post Archives: West Coast’s Haida Stower
- Sandvik Jaw Crushers Now Available As A Plug-And-Play Solution With Enhanced Safety Features
- JLG Launches “Access Your World” Experience
- Peterbilt Launches EV Operating Cost Calculator
- John Deere GP-Series Motor Graders Get Updates
- Volvo Construction Equipment Adds Two New Short-Swing Compact Excavators In North America
- Hyster Wins Two Awards For Industrial Truck Designs
- CASE Introduces Precision Grader Blade For Large-Frame Compact Track Loaders
-
August
- Manac Joins General Dynamics Power Team in Bid to Modernize Canada's Logistics Vehicle Fleet Français
- Peterbilt Unveils All-New PACCAR TX-8 Transmission
- Purolator Hits The Road As First National Courier To Deploy Fully Electric Delivery Vehicles
- BrandSafway Delivers Forming And Access On Gordie Howe International Bridge
- Prairie Provinces To Lead Canada In Renewable Energy Growth
- Equipment Manufacturers Report Positive Outlook For 2021
- Tadano Launches GR-1300XL-4 Rough Terrain Crane In North America
- Hitachi Unveils ZXLink Connectivity At No Additional Charge
- Kenny's Loggin': Logger Sports In The 1950s
- Better CDL Training Essential As Trucker Fatalities Reach Highest Levels Since 1988
- John Deere Launches Smartgrade For Excavators
- Volvo CE Trains Technicians In Transition To Electric Machines
- From The Supply Post Archives: The Story Of Johnston Terminals
- Canada’s Construction Industry Rebounds Post-Pandemic, With More Muted Growth To Come
- Breaking New Ground In Pellet Plant Safety
- Demag PC 6800-1 Lifts Foundation Piles For Windfarm
- Kinshofer Announces New Heavy-Duty Clamshell Buckets For Excavators
- Lou-Mac Transport Finds Versatility, High Driver Acceptance With Kenworth T880s
- Kenworth C500 Now Available With Bendix ESP System
- Thermo King Launches All-Electric Refrigeration Unit
- Mack Command Steer For Mack Granite Models Now In Production
- Sandvik Introduces Powercarbide SH69, A Powerful DTH Breakthrough
- CASE CE Introduces Factory-Fit Control For Select Dozers
- BC's Largest Indigenous-Owned Green Energy Project Completed
- Port Hawkesbury’s Investment In People Pays Off With Sennebogen
- John Deere Improves Window Quality On Its G-Series Harvesters And Forwarders
- Wajax And Hitachi Announce Expansion Of Direct Distribution Strategy
- Hyundai Purchases Doosan Infracore
- John Deere and Hitachi Construction Machinery to End Joint Venture Manufacturing and Marketing Agreements
- Recognizing Excellence In Safe Trucking
- McCloskey Unveils New I4C Compact Impact Crusher
- Volvo Construction Equipment Expands Parts Distribution Network In Western U.S.
- Indigenous Forestry Program: Focusing On Collaboration Through The Respect Of Culture
- Kenzen Announces Rental Program For Wearable Heat Health Monitors
- JLG Introduces The New 2733 High-Capacity Telehandler
- New Ontario Legislation Addresses Towing, Key Truck & Road Safety Pieces
- FLO Components Receives “Lincoln Distinguished Distributor Award” For 2020
- From The Supply Post Archives: Hyundai VIP Tour South Korea
- Sensational Six: Trucking Leads Fight Against Prostate Cancer Again
- Hendrickson STEERTEK NXT Available on Select Kenworth and Peterbilt Truck Models
- SPACs Fueling Over US$38 Billion In IPO’s For Commercial Transportation
- Utility Makes ConMet Preset Plus Standard On All Trailers
- Cervus Equipment Corporation Agrees To Be Acquired By Brandt Tractor Ltd.
- Port Saint John Supports Seafarers Critical Communication Needs With Pier-Side WIFI
- Coal Exploration Halted On Alberta’s Category 2 Lands
- Hitachi Rolls Out Grade Control Technology Options For Select Excavators
- Machinery Supply Launches New Website
- Terex MP Acquires MDS International In Ireland
- From The Supply Post Archives: Okanagan's Big Lift
- Hub Group Begins Electric Truck Fleet Pilot
- New Holland Loop Master Knotting Technology Wins Gold Medal At 2021 Edison Awards
- ICBA Launches Wellness Program For Construction Workers
- New Werk-Brau PowerGrip Bucket Features 120-Degree Jaw Movement
- Bomag Expands Light Equipment With Two New Walk-Behind Rollers
- Kenworth Unveils 2021 PACCAR MX Engines
- World of Asphalt, AGG1 Gear Up for In-Person Return In Music City
- Commercial Insurance Task Force Report Highlights Key Trucking Issues
- Case IH & Country Music Star Lee Brice Celebrate Farmers
- Women In Trucking Association Names 2021 Top Woman-Owned Businesses in Transportation
- Bayview Kenworth Opens Full-Service Dealership in Dartmouth, Nova Scotia
- New ASV OEM Maintenance Kits Provide Convenient, All-In-One Solution
- Pilot Training Available At Goose Bay Airport
- PACCAR Announces Strategic Supply Partnership With Romeo Power
- Back to Business: National Heavy Equipment Show Returns
- FAE Releases New BL4/EX/VT Forestry Mulcher For Excavators
- From The Supply Post Archives: Port Hardy Bulldozing – Making Equipment Work
- Top-Up Of Federal National Trade Corridors Fund Applauded By Port Saint John
- Peterbilt Receives Order For 1,222 Model 579s From Yellow Corporation
- Canada’s Forest Sector Welcomes Canada-US Collaboration on Green And Resilient Infrastructure
- Univar Solutions To Expand Footprint With New Facility In Abbotsford, BC
- Viking and PAL Aerospace Sign DHC-6 Twin Otter Aerial Firefighting System Contract
- New Business Of Sawmilling Program At BCIT
- E-Commerce and Resumption of Supply Chains Catalyze Global Commercial Vehicles Industry
- Women In Trucking Launches Female Driver Mentoring Program
- Stoughton Reclaims Chassis Production Following Federal Trade Decisions
-
July
- Eco Log Adds Series Of Harvester Heads To Line-Up
- Brake Safety Week To Focus On Hoses And Tubing
- Komatsu Celebrates 100 Years
- Pilot Company Surprises 40-Year Driver With Custom Peterbilt Truck
- Alberta Introduces Cutting-Edge Wildfire Technology
- Kenworth Adds 52-Inch Flat Roof Sleeper For Low Cab Height Applications
- From The Supply Post Archives: Loggers Help Old Friend
- The Foreman Family Is Crushing It!
- New Options For Cedarapids MHS6203 & MHS8203 Screen Modules
- Nearly All Canadians Want Safer Roads, But Fewer Are Willing To Embrace Proven Measures To Make That Happen
- Terex Trucks To Expand Its Footprint In Canada
- Flair Airlines Begins Service With The First Of 13 New Boeing 737-8 Aircraft
- ECCC to Suspend GHG Trailer Regulation Implementation Until May 2022
- SKF Bearings Help Mars Rover Collect Rock Samples On The Planet’s Surface
- Kenny's Loggin': BC Gulf Island Logging in the 1950s
- Manitoba Launches Another Intake For Efficient Trucking Program
- John Deere Adds Smooth Boom Control Technology For Tracked Feller Bunchers And Harvesters
- Doosan Introduces Next-Generation Wheel Loaders In North America
- From The Supply Post Archives: What A Blast!
- Equipment Sales & Service Limited Named One Of Canada’s Best Managed Companies
- Maxim Truck & Trailer Donates $5,000 To Thunder Bay Food Distribution Group
- FLOlink Remote Monitoring & Notification For Auto Lube Systems
- Rototilt Inc. Announces New Regional Sales Manager In Western Canada
-
June
- Brandt Announces Plan To Create 1,000+ New Jobs
- For The Honour
- From The Supply Post Archives: Underwater Logging
- Full steam ahead for 2021 including the ALL NEW 50/50 For the Kids draw!
- South End Container Terminal Public Walkway Opens In Halifax
- Seaspan Shipyards Starts Construction Of Canada’s Most Modern Science Research Ship
- Eaton Introduces New CLS Sectional Load Sense Relief Valve
- Alberta To Train 500 Commercial Truckers With Driving Back To Work Grant Program
- Rototilt Broadens QuickChange Program To Include Compact Sector
- TrailerDecking.com Expands Laminated Truck Flooring For Truck Bodies & Dry Vans
- Terex Washing Systems To Host Live End To End Washing Solution Showcase
- CASE Advances G Series Wheel Loader Technology
- All-New Brandt Coupler Built For Safety, Optimized For Deere
- Kenworth Makes New 15-Inch Digital Display System Standard For T880 And W990
- MB Crusher Introduces The New MB-HDS523 Shafts Screener
- New Forwarder Simulator Trains Operators In Some Of The Most Difficult Terrains
- From The Supply Post Archives: The Beetle War
- Canadian Truck Fleets Revenue Report: Statscan
- Freightliner eCascadia & eM2 Now Available To Order
- Construction Industry Grows Despite Pandemic Challenges
- John Deere Debuts Industry’s First Compact Machine With Integrated Grade Control
- From The Supply Post Archives: The Love Machine
- New Hyster Reach Truck Built To Do More With Less
- Electric Island: First-Of-Its-Kind Heavy-Duty Electric Truck Charging Site Opens
-
May
- Excavators And Loaders: Small Machines Are Digging The Market Out Of The COVID Hole
- KOBELCO USA Announces Engine Supply Solution
- From The Supply Post Archives: The Overachiever
- Creating Forestry Jobs In Northern Alberta
- Green Construction Equipment Makes Its Mark In The Desert
- Volvo CE Sells A Million Machines In One Year – Its Fastest Yet For A New Series
- Canada Cartage Expands Services In Ottawa And Eastern Ontario With The Acquisition Of City Transfer
- From The Supply Post Archives: Supply Post Sells In Fiji
- From The Supply Post Archives: Snipping Sniper
- Fecon Adds 10 Percent More HP To Redesigned FTX150-2 Mulching Tractor
- Keeping Western International Drivers Safe, Comfortable On Dangerous Jobs
- Hydrema Appoints Annagola Iron As Authorized Central Ontario Dealer
- Head To Head: Skid Steers Vs. Compact Track Loaders
- Peterbilt Unveils New Class Of Medium Duty Truck
- First R 9150B Mining Excavator In The U.S
- Kenworth Launches New Medium Duty Product Lineup
- Alternative Forestry Equipment: Lighter Can Be Better
- Sennebogen Delivers Customized Port Solutions
- John Deere Expands Slope Control For K-Series Dozers
- New LineWise TLL-500A Series 3 Triple Line Lifter
- Maxim Truck and Trailer Celebrates 40 Years in Business
- Handlers Equipment Celebrates 30 Year Anniversary
-
April
- ESS Celebrates 75th Anniversary
- Yanmar Compact Equipment Celebrates 50th Anniversary Of Tracked Carrier
- From The Supply Post Archives: Supply Post's Past Anniversaries
- From The Supply Post Archives: Survival 1982
- From The Supply Post Archives: Bosses On Blast, From The Past!
- EvoQuip Launches The Revamped Bison 120
- Meritor And DTNA Extend Agreement To Provide Air Disc Brakes For Freightliner Cascadia Trucks
- Contract Awarded To Build South Bow River Bridge
- How To Choose The Right Shipping Container
- Reducing Food Waste Through Sustainable Insect Production In Calgary
- Brandt Expands Tillage Offering With High-Efficiency Land Roller
- Women’s Trucking Federation Pushes Washroom Access for Drivers
- Takeuchi Launches New Attachment Program
- Maintenance Tips From Thermo King To Help Keep Your Trailer On The Road
- Sandvik Introduces New Toro LH410 Loader
- Cameron River Logistics Finds A Log Handler It Can Rely On
- Autonomous Transport: Hype Vs. Reality
- Trade Show Producer Turns To Digital Platform For Coast-To-Coast Heavy Equipment Shows
- Navistar Acquires Second Property In San Antonio Ahead Of Plant Launch In 2022
- Equipment Sales & Service Limited Acquires Belcher Machinery Parts In Quebec
- Supply Post Announces New Publication
-
March
- Gearing Up For Alberta’s 2021 Wildfire Season
- Bendix At 90: A Legacy Of Safety, A Future Of Possibility, And Making A Difference Every Mile Of Every Day
- John Deere Extends SmartGrade Dozer Warranty To June 2021
- More Power In Upgraded Series Of Wheeled Excavators From Hydrema
- From The Supply Post Archives: The Coquihalla Highway Project
- Kobelco USA Introduces Next Generation ED160BR-7 Blade Runner
- From The Supply Post Archives: Bucket Of Beer
- Pursuing Excellence: One Man's Journey
- Bibby-Ste-Croix Celebrates Centennial
- Freightliner Delivers Charging Infrastructure For eCascadias
- Canadian Land Reclamation Association Announces Award & Bursary Winners
- Utility Trailer Announces Aerodynamic Technologies Fuel Savings Test Results
- Optimizing Self-Cleaning Screen Media To Reduce Blinding And Plugging
- MWS Launches New Brand Identity
- Marrlin Transit Improves Efficiency With PACCAR Powertrain
- Earthmoving By The Millions
- Electronic Logging Devices In Canada: What To Know
- Tigercat’s New Product Support Appointment In Quebec
- Wildfire Cleanup With Doosan DX300LL-5 Road Builder
- Lode King Introduces The New Distinction Tri-Axle 3 Hopper Trailer
- John Deere Upgrades L-Series Backhoes
- Wood Fibre Hauling Safety Group Incorporating Auto-Tarping Solutions To Reduce Injuries
- Seaspan Shipyards To Engage Canadian Youth In Marine Industry STEM Careers
-
February
- Maritimes’ Largest Heavy Equipment Show Announces Move To 2022
- Kenworth Names 2021 Parts Council
- National Heavy Equipment Show Confirms Dates For 2022
- John Deere Unveils Its Precision Forestry Technology Initiative
- Women In Trucking February 2021 Member Of The Month
- Handlers introduces Specialized Orchard And Vine Ferrari Tractors
- John Deere Unveils 768L-II Bogie Skidder
- The Future of Electric Scissor Lifts is Here
- From The Supply Post Archives: Logging Truck Drivers Of Elk River
- Pairing Eccentric Vibrating Screens With Polyurethane Media
- Superior Expands Range Of Modular Overland Conveyor Offering
- Peterbilt Model 579EV Now Available
- Keestrack Looks Back On 2020: Successfully Fighting The Crisis
- Vermeer Corporation Acquires Electric Horizontal Directional Drill And Fluid Management Technology
- The Kenworth T680 Next Generation: Kenworth Launches New On-Highway Flagship
- Kenworth & Peterbilt Zero Emissions Trucks Summit 14,115-Foot Pikes Peak
- Pioneering Electro-Hydraulic Solutions In Construction Equipment
- Boosting Alberta Trucking Jobs, Training
- Two Modern Ship-To-Shore Cranes Arrived Safely At Vanterm
- Extracting Precious Zinc From Waste Ash
- CASE Wins Prestigious Good Design Award for Design of “Project Zeus”
- Peterbilt Unveils A New Era Of Class With New Model 579
- Puck Rolls Out Long Reach Agi: First-Of-Its-Kind Agitation Trailer
- Precious Cargo: Strengthening The Vaccine Cold Chain From Start To Finish
- Skilled Workers Needed In Manitoba’s Agriculture Sector
-
January
- Taking Away Asphalt Silo Gate Pains With FLO Automatic Greasing Systems
- New Dealership Names Reflect Powerful Partnerships With Dawson Group Companies
- Partnerships BC To Operate As Infrastructure BC With Expanded Mandate
- Prepare For Winter
- Families That Work Together…To Give Families A Hands-Up
- Semi-Truck Trailer Orders Surge in Q4
- Concrete – The World’s Most Widely Used Material – Targets Carbon Neutral Future
- Kubota Doubles Its Hay Tools Warranty Program With Two- And Three-Year Standard Offerings
- Southern California Edison Begins Testing Of Battery-Electric Freightliner eCascadia
- Brokk 200 Offers Increased Safety, Versatility And Productivity In Mining Operations
- Govt Depts Confirm Driver Inc. Enforcement Will Have Sharper Teeth
- Sennebogen 821 Is The Purpose-Built Solution For Increasing Yard Capacity At Action Metals
- BCCSA Launches Construction Safety Program
- Western Star Puts Next Generation Truck Through Hell
- Landscape Ontario Launches GROW Program
- Call For Nominations: 2021 Distinguished Woman In Logistics Award
- Vermeer Introduces New TR5300EM Trommel Screen
- AEM Announces 2020 Inductees To AEM Hall Of Fame
- Registration Open For Second Round Of CleanBC Heavy-Duty Vehicle Efficiency
- Expired: Alberta Removes Licence Plate Stickers
- Then & Now: A 75-Year Journey
- Happy Anniversary To Us!
-
December
-
2020
-
December
- Nova Scotia Company Develops ‘Smart’ Equipment For Safer Pipelines
- Werk-Brau Introduces Productivity Package
- Women In Trucking Announces Its December 2020 Member Of The Month
- Doosan Introduces Its Largest, Most Powerful Excavator For Mining And Construction
- Canada’s First Coast-To-Coast Heavy Equipment Digital Showcase To Launch
- Polygon Composite Bushings Simplify Maintenance In K-Tec Heavy-Duty Earthmoving Equipment
- Volvo Group And Isuzu Motors Sign Final Agreements To Form Strategic Alliance
- Terex MPS Introduces New High Capacity Wheeled Crushing System
- ASV Introduces MAX-Series Loaders
- Canadian Pacific To Donate To Local Food Banks, Host Virtual Concert For 2020 Holiday Train
- The Supply Post 2020 Christmas Gift Guide
- Myths And Facts About Rental Equipment
- Battery Electric Freightliner Innovation Fleet Logs 300,000 Miles Of Real-World Use
- Historic National Strategy for Women in Trades Released
- Mack Trucks Donates Proceeds From Pink Mack Anthem Diecast Sales
- 3 Simple Steps To Extend The Life Of Your Excavator Undercarriage
- Volvo CE Adopts Clean Product Branding As Part Of Award-Winning Design Philosophy
- The Significance Of Food Safety
- Sennebogen’s “Gentle Giant” Finds A Home
- Detroit Brings Vocational Transmissions To New Western Star 49X
-
November
- Liebherr Restores A 60-Year-Old Wheel Loader Prototype - The LSL 1500
- John Deere Adds Industry-Exclusive Technology To GP-Series Motor Graders
- B.C. Embarks On New Approach To Old Forests
- New Front-Mount Snowblower Attachment For Bobcat Compact Tractors
- Kenworth T680 Features Stunning Beautiful Design for U.S. Capitol Christmas Tree Tour
- Inland And CASE CE Launch CharityDRIVE
- LaPrairie Group Of Companies Grows With The Acquisition Of Two Heavy Haul Transportation Companies
- Utility Commemorates 100th Anniversary Of C.R. England, Inc.
- New Powerhouse XD Housing From Ditch Witch
- Log Truck Driver’s Safety Preparedness Saves Pick-Up Driver from a Fiery Crash
- Remote-Controlled Construction Equipment Offers Flexible Operation
- CCA Launches Talent Fits Here Campaign To Attract A New Generation To Join The Construction Industry
- Gaining Job Experience In Invasive Species Management
- National Remembrance Day Ceremony 2020: A more intimate commemoration
- Growing Alberta’s Forest Industry
- John Deere Expands Excavator Lineup With New 200G Model
-
October
- Inland Opens New Fort St. John Facility at Existing Location
- Prebooking Of Volvo CE's Electric Machines Expanded
- Mentors And Mentor Companies Play Key Role In Training New Drivers
- Automation Advances Productivity Of Cone Crushers
- Kenworth W990 Becomes Long-Hood Truck Of The Future for Pocock Trucking
- John Deere Improves Fuel Burn, Boosts Productivity With New E-II Articulated Dump Trucks
- Canada And Ontario Strengthening Farmers And Food Supply Through Skilled Trades Training
- What To Look For When Selecting A Concrete Mixer Truck: Front Vs. Rear-Discharge Options
- New Sennebogen Scrap Handlers Made The Difference At Belson Steel
- Western Star Introduces The Next Generation Of Tough With All-New 49X
- Premium Truck & Trailer Announced As New Lode King Dealer For Central B.C.
-
September
- CVSE Initiates Stakeholder Engagement On Electronic Logging Devices
- Eaton’s Vehicle Group Adds Power Takeoff “Wet Kits” To Bezares Mobile Power Portfolio
- Smarter Fleet Operations Begin With Staying Connected
- Alberta Cutting Outdated Commercial Carrier Permits
- Women In Trucking Announces Its September 2020 Member Of The Month
- Always Ready To Challenge The Dragon’s Fire
- Talbert Manufacturing’s 55-Ton Traveling Axle Trailer Offers Optimum Towing and Recovery Capabilities
- 90-Year-Old Beverage Distributor Keeps Beverages Flowing
- Hendrickson Acquires Business from STEMCO
- The Road Towards 9-Axle B-Trains Across Canada
- Port Authority Completes Construction Of Deltaport Truck Staging Facility
- Seaspan Shipyards Begins Sea Trials For Future Coast Guard Vessel CCGS John Cabot
- Doosan Introduces Its Next Generation DA30-5 And DA45-5 Articulated Dump Trucks
- Canada And Yukon Invest In Infrastructure To Support Communities And The Economy
- Why Autonomous Transport Will Happen In Quarries And Light Mining First
- Alberta Explores Safe, Small-Scale Nuclear Technology
- Automated Harvesting With Robots In The Forest
- Backwoods Energy Services Begins Work On Provincial Site Rehabilitation Program
- Forest Sector Welcomes Ministers’ Efforts To Promote Importance Of Canadian Forestry
- John Deere Offers Grade Control-Ready For The L-Series Tractor Loaders
- A New Era For The Toro Loaders And Trucks From Sandvik
- COVID-19 Takes Toll On Canadian Equipment Manufacturers
- Brokk Offers Customized Options For High Heat Environments
- Hitachi Celebrates 70 Years Of Innovation
- CP Completes Biggest-Ever Canadian Crop-Year Haul
- Dana Unveils New Electric Motor, Drive Axle For Lift Trucks
- AG Trucking Maintains High Driver Satisfaction With Kenworth T880s
- Takeuchi Announces TB225 Compact Excavator
- Doosan Bobcat And Green Machine Partner To Produce Electric Compact Excavators
- DTNA Announces Winners of Annual Technician Skills Competition
- Port Of Vancouver USA Receives Longest Wind Blades Ever To Enter The West Coast Of U.S.
- Morooka Unveils Largest U.S. Made Addition To Rotator-Type Carrier Lineup
- Haver & Boecker Niagara Offers Variety of Fine Screen Media Options for Fast Delivery
- New Case IH FA 1030 Air Boom Applicator
- How To Pick The Right Trailer To Haul Your Heavy Equipment
- Saskatchewan To Create Canada’s First Rare Earth Processing Facility At SRC
-
August
- Ag Companies Embrace New Approach For Canada’s Digital Farm Show
- Tigercat Releases Highly Anticipated H-Series Skidders
- Carli Trucking Builds Up Fleet with Kenworth T880S Dump Trucks
- Doosan Introduces Updated Mini Excavators
- New Holland Construction Releases Updated Fleetforce Telematics Platform
- The Government Of Canada Helps Grassroots Communities Put Business Ideas Into Action
- Alberta Investing In Jobs, Innovation For Natural Gas Sector
- New Support Ships For The Royal Canadian Navy
- Haulin' Heavy
- Modernizing Alberta’s Wildlife Regulation
- Toronto Pearson Launches Healthy Airport Program Featuring Innovative Partnership With Bluedot
- How To Get Started With Drones In Construction
- Agri-Robotics For A Sustainable Farming Future
- Supply Post Sponsored Meals For Truck Drivers This Summer
- CN To Purchase 1,500 New Hopper Railcars
- 5 Things To Consider When Buying A New Excavator
- Terex Trucks TA300 Proves Top Of The Class On Texas High School Construction Projects
- Curb Roller Offers World’s First Battery-Powered Roller Screed
- Survey Shows The Impact Older Trucks Have On Safety, Repair Costs And Fuel Economy
- BC Mining And Exploration Community Raise $100,000 For Food Banks BC
- Clear Rules Advance Cleanup Of Oil And Gas Wells
- Woman-Owned Construction Company Brex Enterprises Setting New Standards
- Peterbilt Dealers Focus On Service To Help Drive Uptime
- Volvo CE To Divest Blaw-Knox Paver Business To Gencor Industries
-
July
- Doosan Bobcat Focuses on Continual Safety Improvements and Business Continuity Amid Ongoing Challenges of the Pandemic
- Alberta Announces New 10-Year Program To Attract Petrochemical Projects
- Quest CCS Facility Captures And Stores Five Million Tonnes Of Co2 Ahead Of Fifth Anniversary
- MAJOR Provides Support Through Free Virtual Training Series
- Penske Logistics Supports Old Navy $3 Million Clothing Donation To Baby2Baby Nonprofit
- 5 Great Ideas For Your Construction Site
- Mecalac AS1600 Swing Loader Transforms Mobility
- Ritchie Bros.’ Latest Market Trends Summary Provides Additional Insights Into Truck Tractor Market
- UCA Announces Website Resources for Underground Construction & Tunneling Workforce
- Why Good Employees Leave And What To Do About It
- Reaching The Summit
- Leading Aggregates Producer Wm. D. Scepaniak Share 6 Keys For Business Success
- Intelligent Compaction Is The Key To Asphalt Pavement Performance
- Alberta Government Supporting Sand And Gravel Operators
- PTFE Bearing Conversion Improves Operations At Hydropower Station
- Agri-Robotics For A Sustainable Farming Future
- CP Donates US$1 Million To Three U.S. Charities Dedicated To Strengthening People And Communities
- The Death Of Diesel? Alternative Fuels For Construction Equipment
- Dr. Bonnie Henry Officially Launches The Future Coast Guard Vessel CCGS John Cabot At Seaspan Shipyards In Vancouver
- DTNA’s Annual Technician Skills Competition Adds New Virtual Rounds
- Keystone XL Snake Monitoring Program Helps Protect Biodiversity
- Propane users can do their part by being prepared in the event of a flood
- Case Construction Equipment Donates Skid Steer To Habitat For Humanity
- Brandt Completes Sokkia Canada Acquisition, Expands Position as #1 Geospatial Supplier.
- AEM Hails USMCA Entering Into Force
- Nominations Now Open For 2020 Influential Women In Trucking Award
- Executive Director Of Canadian Parks Council Joins Sustainable Forestry Initiative Board Of Directors
- SENNEBOGEN Material Handlers Keep Dredging Operations On A Solid Footing At Great Lakes Dock & Material
- Doosan introduces the DL580-5 wheel loader to serve aggregate, mining and construction markets
- Irock Crushers Expands Dealer Territory To Dallas And Houston
-
June
- How To Work On The Construction Site With Ease
- Focused On Unlocking Customer Value, Deere Announces New Operating Model
- Volvo Autonomous Hauler Wins Red Dot Award
- New Holland Agriculture Turns 125 Years Old
- CN Investing $235 Million In Quebec
- Kubota Corporation, one of the world's leading machinery and engine manufacturers commemorates more than a century of excellence in the market.
- Kenworth T880 and W990 Add WABCO OnGuardACTIVE as Option
- Resolute Forest Products Celebrates 200 Years Of Pioneering Excellence
- 6 Fantastic Gift Ideas for Father's Day
- Navistar Launches Dealer-Aligned Equipment Donation Program To Further Enrich Technician Training
- Cummins Power Unit Capability Boosted With New Power Take-Offs
- Longtime Mack Dealer Northwest Equipment Sales Opens Burbank, Washington Location
- Doosan Recognizes Top-Performing Dealers Of 2019
- CBTU Launches Virtual Recruitment And Assessment Project For Unionized Construction Industry
- Poll Shows Overwhelming Support for Fair Bidding in B.C.
- The Women In Trucking Association’s First Annual Female Driver Of The Year
- Brandt Further Expands Geopositioning Offering, To Become Exclusive Canadian Sokkia Dealer
- PM JT Announces Support To Help Communities Create Jobs And Restart The Economy
- ECOMMERCE – THE FUTURE IS ELECTRIC
- Trans Mountain Expansion Starts Work In Kamloops
- Family Values Lead A. Menshen To Expanding Sennebogen Fleet
- Last Call for 2020 AEM Hall of Fame Nominations
- Jobs And Infrastructure At Risk, Labour And Management Alliance Warns
- Building Industry Supports Ontario Government’s Decision To Allow Resumption Of Below-Grade Construction
- Brandt To Acquire GeoShack, Become Canada's #1 Geopositioning Technology Supplier
-
May
- Doosan Recognizes Top-Performing Dealers Of 2019
- Railway Sleepers, Reinforced Concrete Or Vineyard Poles: Now Recovering Means Monetizing
- A New Normal: How McElroy Manufacturing Is Dealing With COVID-19
- AEM Task Force to Develop Health and Safety Guidelines for Exhibitions and Events
- Solid As A ROXOR
- CN Announces New Intermodal Rail Service Between Moncton And Halifax
- Volvo CE's Zero Waste Facility
- Construction Industry Veteran George Lumpkins To Retire From KOBELCO USA
- Vancouver Airport Authority Announces Appointment of Tamara Vrooman As President & CEO
- KOBELCO USA Introduces New SK130LC-11 Excavator
- Update: May 2020 Capacity For The Trans Mountain Pipeline System
- Mayor Scott Statement On Opening Of Disaster Recovery Program Applications
- Canadians Want To Seize Opportunity In Critical Minerals
- #GivingTuesdayNow
- Pre-Engineering Is Key To Superior’s New Modular Platform Systems
- Supporting Alberta’s Agriculture Industry
- COVID-19 : Temporary Suspension Of Service At Select Canadian Border Services Locations
- PACCAR Partners with Higher Education
- KEESTRACK Distributor Management:
- Deere Begins Production Of Protective Face Shields For Health-Care Workers
- BC Ferries Reminds Customers To Avoid Non-Essential Travel
- 8 Steps To Deter Construction Equipment Theft - And Get Back What’s Stolen
- We're With You For The Long Haul
- SFI Community Grants Strengthen Connections Between Forests And Communities To Advance Local Sustainability Solutions
- B.C.-Based Organizations Partner To Improve Forest Fibre Utilization And Forest Resilience
- BASF Canada Donates Over $64,000 To Food Banks Canada
- Improving highways, creating jobs in central Alberta
- Supporting Alberta’s Agriculture Industry
- WAJAX ANNOUNCES ELECTION OF DIRECTORS
- Building Industry Supports Ontario Government’s Decision To Allow Resumption Of Below-Grade Constructio
- Terra CO2 Technologies Provides Corporate And Operational Update
- Side-By-Side. Wajax Brings Bulmor’s Sideloader Forklifts Into The Canadian Market.
- COVID-19: Currency Poses No Greater Risks Than Bank Cards Or Mobile Phones
-
April
- Stay Strong, Stay Healthy, Stay Home - The Supply Post Team
- Meals For Wheels
- Ensuring Meals & Facilities Are Available For Truckers Across Canada During The Covid-19 Pandemic
- FPAC SHARES WITH MPS OPTIMISM FOR THE FUTURE DESPITE CURRENT CHALLENGES
- CBSA Provides Additional Guidance On Use Of Non-Medical Masks For Border Crossi
- Genie To Help Fight Against Covid-19 By Producing Protective Gear For Seattle-Area Hospital
- PACCAR Extends Factory Closures
- Reinforcement For Wind Power – Myshak Group Invests In First Two Liebherr LG 1750 SX Lattice Boom Mobile Cranes In North America
- Creating An Award-Winning Company Culture
- Maxim Gave Free Meals For Truck Drivers Passing Through Brandon Manitoba
- Maxim Locations Will Remain Open During The Covid-19 Outbreak
- Hyundai Collaboration With Cummins – Results In New A Series Wheel Loaders, Excavators
- SENNEBOGEN Appoints New National Sales Manager To Build Customer Value In Americas
- Canada Must Be Champion Of Open Trade: C.D. Howe Institute Crisis Working Group On Business Continuity And Trade
- Canada Cartage Selected As Top Fleet Employer For Fifth Straight Year
- Industry Groups Come Together To Support Canada’s Food Banks
- Valued Customer
- Thank a Trucker!
- Women In Trucking Association Names Spero The 2020 Distinguished Woman In Logistics
- GlobalData Sharply Revises Down Forecast For Construction Output Growth Globally To Just 0.5% In 2020
- SENNEBOGEN Appoints Tree Care Insider To Lead New “Game-Changing” Equipment Line
- WE'RE WITH YOU FOR THE LONG HAUL
- Anniversary Of Broncos Bus Crash
- How To Position Your Construction Business For Any Economy
- Canada’s Forest Products Sector Embraces Essential Service Designation
- Latest Excavators Offer Costs Savings And Application-Specific Modifications
-
March
- DEMO International Postponed To 2021
- COVID-19 Cabinet created to support business, workers across British Columbia to address unprecedented challenges
- Case IH Announces Enhancements for Lineup of Precision Air Carts
- Volvo Trucks Introduces New Trucks
- Nors Group purchases Strongco and takes over its Volvo CE locations across Canada
- Kenworth Trucktech+ Over-The-Air Updates Launch For Class 8 Kenworths With Late Model PACCAR MX Engines
- Second Harvest launches Canada-wide Task Force to guarantee food supply to vulnerable Canadians
- CASE Unveils “Project Zeus” — The All-New 580 EV — The Industry’s First Fully Electric Backhoe Loader
- Why 3D Parametric Architecture And 3d Printing Is About To Boom
- Truck World rescheduled to June 4-6
- Canada’s Forest Sector Supports Efforts To Address National Truck Driver Shortage
- Cranes Recovered in Rostock - Part II
- Liebherr Report on Crane Salvage Operation - Part I
- Komatsu Introduces Upcoming Suite Of Smart Construction Solutions
- CONEXPO-CON/AGG Unveils World’s Largest 3D-Printed Statue to Honor the Growing Role Women Play in the Construction Industry
- Conservation Project Protects Salmon Sanctuary In The Heart Of The Great Bear Rainforest
- Metso's Nordtrack Mobile Crushing And Screening Offering Received Well By Customers
- GOMACO Will Defend Ron Guntert’s Legal Threat Against the Company
- “When You Have A Stable Forwarder, You Become More Efficient”
- Four Fearless Females And The Power Of Communication
- Women In Trucking Association Announces New Partnership With Amazon
- HOW TO GET AROUND CONEXPO-CON/AGG
- The Royal Canadian Mint Launches its Largest-Ever Gold Maple Leaf Coin
- The Royal Canadian Mint reinvents the coin with its first-ever collectible in the shape of a real cut diamond
-
February
- Kenworth To Feature Nine Vocational Trucks at ConExpo-Con/Agg 2020 in Las Vegas
- 3 STEPS TO CREATING INNOVATIVE DISASTER RESPONSE SOLUTIONS
- POWERSCREEN SHOWS A DIGITAL DISPLAY AT CONEXPO 2020
- Volvo CE In Pennsylvania Becomes A Zero Landfill Facility
- POWERSCREEN LAUNCH TRAKPACTOR 230 & 230SR
- Intelligent By Design
- Heavy Equipment Industry Reaps Benefits from Moncton Trade Show
- MB CRUSHER AMERICA DOUBLES UP AT CONEXPO 2020
- KOBELCO USA Plans Exciting CONEXPO-CON/AGG Exhibit
- John Deere Celebrates 50th Anniversary Of Skid Steers With Restored Model At CONEXPO-CON/AGG 2020
- Liebherr To Celebrate 50th Anniversary In The USA
- Papé Kenworth Honored With Prestigious 2019 Kenworth Dealer Of The Year Award
- Saskatchewan Modernizes Pipeline Regulations
- CTA To Be Part Of The National Task Force Reviewing Commercial Insurance
- Regulatory Sandbox On Electronic Shipping Documents For Dangerous Goods Project
- Pattullo Bridge Replacement Will Mean Safer, Easier, Toll-Free Commutes
- How Autonomous Construction Equipment Will Revolutionize The Industry
- Doosan Streamlines Equipment Delivery Process
- Canada's Mining Sector At A Tipping Point
- Berco Introduces New Aftermarket and Platinum Line Products
- Five Efficiency Champions Share Their Productivity-Boosting Tips
- New Grain Dryer Program For Farmers Hit With Tough Harvest
- Canadian Construction Labour Demand To Intensify Over Short Term
- USMCA Is A Victory For Equipment Manufacturers
- Ponsse Celebrates Its 50th Anniversary
- Komatsu America’s New HD785-8 Off-Highway Truck With High Horsepower
- LiuGong Pushes Into Quarry And Aggregates With New International Team
- Women In Trucking Association Announces Driver Ambassador Program
- 6 Evolving Technologies In The Construction Industry
- Uptime Performance Of 830 M-T Leaves Stella-Jones With “No Other Option” For Pole-Handling Yard
- Peterbilt Battery-Electric Refuse Model 520EV - Announces Record Production of Model 520
- Peterbilt Honored As Top Workplace For Women By Women In Trucking
- Volvo Buses Receives Order For 60 High-Capacity Electric Buses From Malmö
- Centennial College Dedicates Centre For Aerospace And Aviation To Bombardier, Celebrates Donation Of A Global 7500 Flight Test Vehicle
- 8,100 Jobs Expected From $2B Investment Increase
- Peterbilt Selects Meritor as Primary Supplier of Integrated Battery Electric Systems for Models 579EV and 520EV
-
January
- Amsterdam fire department testing Rosenbauer’s new hybrid fire truck
- ARFF Flagship Vehicle Celebrates Anniversary
- Strongco Promotes Paul George
- TERENCE CHARLES HYNES February 24, 1947 to January 15, 2020
- Metso Screening Media, Lining, And Conveyor Accessories Distribution Strengthened With Addition Of L.S.W. Wear Parts Ltd.
- PacLease Continues Growth Mode – Adds New Locations; Achieves Record Level Fleet Size
- KINSHOFER Realigns Company To Better Serve North American Contractors
- KEESTRACK on CONEXPO-CON/AGG 2020:
- Wajax Announces Acquisition Of Northpoint Technical Services
- Case IH Earns Three 2020 AE50 Awards For Innovation
- Volvo Group And Isuzu Motors Intend To Form Strategic Alliance
- CASE Wins 2019 Good Design Award for Methane-Powered Wheel Loader Concept, ProjectTETRA
- Fertilizer Canada Looks Forward To More 4R Certified Agri-Retail Facilities Across Ontario In 2020
- By the Numbers: What to Expect From John Deere at CONEXPO-CON/AGG 2020
- GRYB Enters U.S. Market
- BC Professional Truck Driver Gordon Price Named Canada’s 2019 National Driver of the Year
- Here's What You Can't Miss at CES 2020
- UK-based Small Mining Project Is ‘Brexit-Proof’
- Electric Trucks 2020-2030
- Construction Started On Sturgeon Terminal
-
December
-
2019
-
December
- Wirtgen’s W 210 Fi Large Milling Machine: Master Of Efficiency In Action
- In The Black: Limited Edition Mack Black Anthem Debuts At NACV
- BOMAG & SMS Equipment Inc. Distribution Pact Paves The Way To New Roadbuilding And Construction Market Opportunities Across Canada
- Syncrude Reaches Three Billion Barrels Of Production
- The Cost of Doing Business: 3 Transportation Industry Trends for 2020
- Wirtgen Group Names Brandt Canadian Distributor.
- ARW Truck Equipment Rolling Out Across Western Canada
- Immerse Yourself In Innovation At The New Doosanequipment.Com
- Falcon Equipment And Palfinger Team Up
- New Smart Trailer System Introduction
- CONEXPO-CON/AGG 2020 Partners With Women In Construction Groups To Highlight The Growing Role Women Play In The Industry
- The human cost of mining in the Amazon rainforest
- Doosan Bobcat Enters North American Landscape Equipment Market With Acquisition Of BOB-CAT
- Drone Delivery Canada's Moose Cree First Nation Project Receives First Conditional Funding Approval
- Penske Truck Leasing Celebrates 50th Anniversary
- CASE Announces CX350D Long Reach Excavator
- Maxim Pancake Breakfast Raises Over $27,000 for Christmas Cheer Board
- CASE Sponsors, Featured in “Military Makeover” Television Series
- Kelpe Contracting — In Service To Others
- Case IH, STEYR And New Holland Agriculture Aim To Give Customers The Most Possible Options For Managing Their Fleets In A Single Digital Platform
- BC Professional Truck Driver Gordon Price Named Canada’s 2019 National Driver of the Year
- GOMACO Offers its First-Ever Diecast Models
- Over $27 Million To Help More Wood Fibre Use
- Reindeer Bus Lights Up Metro Vancouver Streets
- BC FERRIES’ TWO HYBRID ELECTRIC SHIPS BOUND FOR B.C.
- Shape Corp. Wins Swedish Steel Prize 2019
- Suncor Accelerates Digital Transformation Journey Through Strategic Alliance With Microsoft
-
November
- Bombardier Reinforces Commitment To Environment And Receives First Shipment Of Sustainable Aviation Fuel In Montreal
- BiogasWorld Launches RNG Forum To Grow Industry In Canada
- New Branch Expands Frontline Machinery’s Service Footprint for New and Existing Customers in Ontario
- Doosan Infracore Demonstrates the Unmanned and Automated Construction Site Solutions
- Vancouver Island Streets Light Up With The Holiday Spirit Of Giving
- Fertilizer Canada Urges Quick Action To Resolve The Canadian National Railway Strike
- SupplyPost's Holiday Gift Guide for 2019
- A Century Of Prosperity: The Esquimalt Graving Dock
- Managing Community Forests: Cariboo Wildfire Risk Reduction Projects
- Build Together: Women Of The Building Trades Partners With LeanIn.Org
- World’s Best Customer Experience
- YOUR PLACE Training And Employment Program For Women Surpasses 1,000 Applicants
- At BCIT, Indigenous Youth Are Driving Canada’s Economic Engine
- New Survey Technologies Help Conquer Challenges Of Difficult Terrain
- CCA’s 2018 Awards
- Mahindra, Worlds #1 Selling Farm Tractor - Celebrating 25 Years In Western Canada
- Supreme Steel Betraying Its Winnipeg Employees After 50 Years of Loyal Service
- The "Little Iron Horse" Stands Tall in Black and Gold on a New Royal Canadian Mint Coin
- John Deere And Volocopter Cooperate On Cargo Drone Technology
- The Belt And Road Initiative: The World's Largest Infrastructure And Investment Project
- BC Ferries Awards Contracts For Four More Hybrid Electric Vessels
- Green Technology For Heavy-Duty Vehicles Effenco Is Nominated Export Star By EDC
- #1 PACCAR Zero-Emission Vehicles
- Women In Trucking Announces its 2019 November Member of the Month
- Cummins Showcases Hydrogen Fuel Cell Truck During 2019 North American Commercial Vehicle Show
-
October
- B.C. Consulting Engineers Honoured at National Awards Gala
- Remembrance - A History Of Service
- Wirtgen Group Names Brandt Canadian Distributor.
- Brandt Announces Specialized Division To Serve Roadbuilding Industry.
- Brandt Completes Nortrax Acquisition, Gears Up to Serve Entire Canadian Market.
- Quebec Hauler Finds Success With Kenworth Trucks
- $100 Gas Card Giveaway from Supply Post! Ends November 15, 2019.
- Edmonton Kenworth’s Jennifer Lesnik Becomes First Woman To Achieve Kenworth Master Technician Status
- Northern Sea Wolf
- Peterbilt Pride And Class Parade Raises More Than $20,000 For United Way
- Billy Bishop Toronto City Airport Celebrated 80 Years of Rich History as it Reaches Milestone Anniversary
- PortsToronto Launches Phase Two of Seabin Pilot Program In Toronto’s Inner Harbour
- Your Heavy Hauling Checklist
- Hitachi’s Efficient EX3600-7
- Understanding 5G – The Backbone Of The Industrial Internet
- Komatsu’s People Powered Technology Behind World Class Mine Standards
- 6400CT Horizontal Grinder debuts at Factory Forum
- CBI debuts 6400CT Horizontal Grinder and presents Frontline Machinery with the 2019 Dealer of the Year Award at September Factory Forum
- Peterbilt Delivers First Medium Duty Electric Model 220EV To Frito-Lay
- TIGERCAT ACQUIRES ROI
- Top Companies for Women to Work For in Transportation Named by WIT
- The Volvo Group passes the milestone of one million connected customer assets for increased sustainability, uptime and safety
- The Furious Five Components That Help Machine Control Systems Click
- First Poppy Presented To Canada’s Governor-General
- Suncor Energy To Invest $1.4 Billion In Low-Carbon Power Cogeneration At Its Oil Sands Base Plant
- SMS Equipment and Wirtgen Group of Companies Mutually Terminate Distribution Agreement
- SMS Equipment Announces New Dealership Agreements with BOMAG and Cemen Tech
- Construction Connectivity: The Best Is Yet To Come
- Doosan - World Of Concrete 2020 In Las Vegas
- Keestrack K5e In Frederikshavn Consistently Sustainable
- Tigercat 1165 Wheel Harvester
- 2019 Canadian Energy Person of the Year
- Fuel Efficiency Tips: Get The Most Out Of Each Gallon
- CTA Statement Regarding Actions Needed to Address Fleet Safety & Protect Immigrant Drivers
- Tidewater Midstream And Infrastructure Ltd. Announces Strategic Expansion Of Its Liquids Value Chain
-
September
- B.C. Communities Lead The Way With Mass Timber Technology
- A Legacy Of Excellence: The Wheeler Equipment Story
- Logging Truck Rally from Prince George to Vancouver in Support of BC's Forest Industry
- Women In Trucking Name Australian Country-Rock Superstar Jayne Denham as 2019 Accelerate Conference & Expo Ambassador
- As Quiet As Possible
- Bobcat Celebrates The 60th Anniversary Of Bobcat Skid-Steer Loader
- Company Says 2019 Production Run Already Sold Out
- Shearforce Equipment Picks Up Where Terrafirma Left Off In Northern Alberta
- Canada's Rail Safety Award Winners For 2019 - Railway Association Of Canada
- Terramac Plans For An Exciting Exhibit At ICUEE 2019
- Yanmar Completes Acquisition Of North American Loader Manufacturer ASV Holdings
- New 90-Ton Mining Dump Truck Model From OJSC "BELAZ"
- Suncor Energy To Invest $1.4 Billion In Low-Carbon Power Cogeneration At Its Oil Sands Base Plant All Financial Figures Are In Canadian Dollars
- 10th annual Ritchie Bros.' Corporate Kids Challenge surpasses $1.5 million raised for KidSport B.C.
- BC Ferries Adds Beer And Wine To The Pacific Buffet Menu
- Navistar Announces Champions Of The 2019 Technician Rodeo
- Brandt Signs Deal To Acquire Nortrax Canada Operations To Provide Consistent Customer Support Coast To Coast
- Factory Support For Western Canada
- CN's New Centennial Coin
- Latest Loader Technologies Improve Machine Performance And Human Machine Interface
- Tidewater Equipment Joins CASE Construction Equipment Dealer Network
- ASV Stockholders Approve Acquisition By Yanmar
- Pintsch Bubenzer Brakes for Giant Semi-Submersible Crane Vessel
-
August
- Hayes: King Of The West Coast
- Trans Mountain Re-Starts Construction on Expansion Project
- BC Ferries Supports Whale Research At Galiano Island
- Double The Fun: 100th Birthday Party For 1919 Trucks
- CEO Ellen Voie Named Cinderella To CEO Of The Year
- Merging Traditional Trade-In Fundamentals With Current Trends To Maximize The Power Of Equity
- Ministers Agree To Work Together To Promote Canadian Forestry
- Four Family Members Graduate From Same CDL Program, Learn To Drive In A Kenworth T680
- Historic Bugatti Vehicles Increase In Value, Including More Recent Models.
- Addressing Canada’s Declining Mining Competitiveness
- Community Benefits Plan For Gordie Howe International Bridge Project
- Since 2014, Alberta Unemployment Rate Increases While Texas Rate Drops – Lessons From The Lonestar State – Fraser Institute
- Construction Begins On Library And Archives Canada’s New Preservation Facility
- Kamloops A Multi-Purpose Hub Community For Trans Mountain
- How Can Climate Change Impact Canadian Concrete Infrastructure?
- Volvo CE Masters Construction's Toughest Challenge
- Pipeline fight is not over, and Canadians everywhere have a stake
- Canadian Grain Commission Takes Unique Steps To Protect Grain Producers Who Delivered To ILTA Grain Inc.
- CTA Calls Supply Chain To Action On Labour Code Changes
- New Doosan DX170LC-5 Crawler Excavator Meets Weight Limits For Simplified Transportation
- Women In Trucking Association Earns A 2019 ASAE Power of A Silver Award
- New and Noteworthy At 2019 ICUEE-The Demo Expo
- Superior and CMS Cepcor Create Partnership For Crusher Parts In North America
- Superior Appoints Belterra As New Conveyor Components Distributor Throughout Quebec
-
July
- Women In Trucking Association Names 2019 Top Woman-Owned Businesses
- Gehl Foundation Announces 2019 Scholarship Recipients Anna Kiskunas And Andrew Loehr Awarded $20,000 Scholarships
- 298 Series 2 Shipbuilding On Whidbey Island Of Puget Sound
- Mack Trucks Builds 100,000th Truck With Mack Guarddog Connect
- Seaspan Marine Transportation Unveils Its State-Of-The-Art Marine Simulator Facility, Cornerstone Of $6.5-Million Training Program
- Freightliner’s Team Run Smart Deepens Focus on Careers in Professional Truck Driving
- Bombardier Notches Order for First Performance-Leading Global 5500 Jet to be Based on the U.S. West Coast
- Blackwater Mine Means Decades Of High-Paying Jobs
- New Holland To Host Hunter Brothers, Showcase Saskatchewan-Built Innovations At Ag In Motion
- Going Deep To Build The World's Longest Road Tunnel
- Don’t Miss ICUEE 2019’s New and Expanded Education Lineup
- Alaska Railroad And Alaska To Alberta Railway Agree To Cooperate On Rail Connection To Canada, Lower 48
- Modern Crane Commissions Canada’s First Demag AC 300-6 All Terrain Crane
- Kenworth T880S with Set-Forward Front Axle Adds Mid-Roof Sleeper Options
- Canadian Concrete Expo Rewards Hard Work
-
June
- Royal Canadian Mint issues coin minted of pure Nunavut gold in celebration of the 20th Anniversary of Canada's newest territory
- Steelworks Service Provider Relies Completely On Sennebogen Electric Material Handlers
- Drone Regulations: Everything You Need To Know
- The Brandt Group of Companies has announced that they have been named the exclusive dealer for American Augers and their Trencor subsidiary brand across Canada.
- 2019 APNA Truck Show
- GFL Infrastructure Group Adds Liebherr R 950 High Reach Demolition Excavator To Fleet
- Project Learning Tree Canada Applauds Updated Federal Government Strategy To Address Barriers To Youth Employment
- Coastal Naturalists Return To BC Ferries For The Summer
- Sandvik Creates First 3D Printed Diamond Composite
- CP Takes Advantage Of Strategic Land Holdings; Celebrates The Official Opening Of Vancouver Automotive Compound
- High Tech Is Getting The Cummins Diesel Special Back To Indianapolis
- Kubota Excavator Wins 2019 EquipmentWatch Award
- Canada Invests In Construction Of Modern Tall Wood Building In Toronto
- Gehl To Be Primary Sponsor Of Graham Rahal’s Entry At Road America Race Car Will Feature Throwback Livery
- Equipment Corps Now Offering Hydra-Slide Range For Rental In Canada
- Diversity Is The Responsibility Of Everyone
- “Everyday Heroes” Kenworth T680 Sold To Stewart Transport, Net Proceeds Of $162,000 Going To TAT
- Komatsu Forest Presents New Features Of Its 2020 Models
- Gross Revenue For BC Miners Hits A Record High Of $12.3 Billion
- Are You Busy And Broke? Know Your Numbers And Make A Profit
- KOBELCO USA Expands Dealer Network With Addition Of Transport Camille Dionne
- Genie “Ask Me Anything” Event To Address New North American Mewp Standards
- John Deere 470G LC Excavator Now Features Grade Guidance Technology
- Haver & Boecker Niagara Offers Turnkey Solutions For Primary Crushing Plant Systems
- CASE Launches New Purpose-Built Landfill Configuration for 2050M Dozer
- Commuters Celebrate Massey’s 60th Birthday with Extra 60 Minutes in Traffic
-
May
- Schofield Metal Recyclers Combines Technology With Tradition
- Electric City: Rethinking London's Streets
- Doosan Infracore North America holds ribbon-cutting ceremony at new parts distribution center near Seattle
- Hyundai Construction Equipment Americas Finds Traction in Snow-Removal Market
- SUPPORTING DISPLACED FAMILIES: TOLKO TO PROVIDE AID TO HIGH LEVEL EMPLOYEES
- Major Resources Trade Expo Celebrates Successful Edition in Prince George
- Getting Autonomous With Daimler
- Two new LNG-Hybrid vessels to join Seaspan Ferries fleet
- All Decked Out
- Taking Our Electric Future On - And Off - The Road
- Canada's Forest Products Sector Confirms Support For Notre Dame Reconstruction Effort
- Doosan Infracore Forms A Strategic Partnership
- Five Things You Might Not Know About Batteries
- A Moving Celebration
- CD Howe Report Explores The Future Of Canada's Forest Products Sector
- NEW EXHIBITION CELEBRATES MACHINES OF THE FUTURE – BUILT IN LEGO BRICKS
- What You Need To Know About Modular Building
- Canada's Forest Sector Celebrates Its Best And Brightest In Vancouver
- Hitachi Names Brandt New Dealer For Forestry Products
- High Level Woodyard Is Moving Up With SENNEBOGEN 840 R-HD Log-Handlers
- Strongco Brings Sennebogen “Dealer Of The Year” Award To Canada
-
April
- UK WOMAN SHOWS WHAT IT’S LIKE TO BE A WOMAN IN CONSTRUCTION
- WestJet unveils its 787 Dreamliner maintenance hangar
- FortisBC partners with TransLink to move its natural gas fleet to 100 per cent RNG by 2024
- John Deere Construction and Forestry Division Announces John Deere Connected Support
- Northern Canada’s Resources Sectors in Focus at Expo in Prince George Next Month
- Day of Mourning BC Set For April 28
- Premium Truck & Trailer Inc. A Diverse History In BC
- USING SOCIAL MEDIA TO ATTRACT NEW HIRES TO THE BLUE COLLAR WORLD
- Nikola Showcases Five Zero-Emission Products at Nikola World
- British Columbia Approves New Truck Configuration
- 100 Years Of Advocacy: CWF Continues To Unite Forest Sector
- K100 Heavy Duty Swivels
- John Deere Continues Commitment To Environmental Conservancy By Hosting Annual Reman Day Celebration
- PacLease Names PacLease Edmonton As Its North American Franchise Of The Year
- FLO Components Ltd. Announces Winner in NHES 2019 Lincoln PowerLuber Grease Gun Contest!
- Support For Canadian Forest Workers For International Day Of Forests
- New Study Confirms Forest Industry’s Economic Impact As Foundational Across All Regions Of BC
- Kinshofer Completes Product Range, Gains Breaker Line With Acquisition Of Hammer
- A Safety Culture Transformation: K-Line Focuses On Teamwork And Incremental Change
- Volvo CE And Trimble Develop 3D Upgrade For Dig Assist Excavator Control System
- CTA Reaffirms Plan To Improve Truck Safety Oversight And Hours Of Service Compliance
- Isuzu Craft Beer Truck
- Doosan Infracore North America To Offer Trimble's New Generation Of Loader Onboard Scales
- Bauma Kicked Off In Munich: “This Trade Fair Is A Showcase For Germany”
- “Don’t Be A Tool”
- ACEC-BC 2019 Awards for Engineering Excellence Winners
- Doosan Infracore North America Opens New 57,000-Square-Foot Parts Distribution Center Near Seattle
- Moving Mountains: Mass Excavating And When To Use Alternative Methods
- AUTONOMOUS HAULING IS HERE
- Thousands Attend Canada’s Largest Heavy Equipment Trade Show in Mississauga
- KOBELCO Celebrates Production Of 1000th Excavator At USA Manufacturing Facility
- 5 futuristic concepts drivers want most
- BC Ferries Wins Award For Converting The Spirit Of British Columbia To LNG
- The Liebherr R 922 Crawler Excavator Wins A Prize At The If Design Award 2019
- Volvo CE And Lego Technic Futuristic Concept Wins Gold At If Design Awards
- Daimler Trucks Acquires Stakes In Torc Robotics
- Why I Want To Drive A Truck!!
- Women In Trucking 2019 April Member Of The Month
- Introducing the New Peterbilt 666 Fluid Terrain Vehicle
-
March
- Standing Up For Ontario Farmers
- Terex Trucks Has Its Sights Set On North American Expansion
- Volvo CE Exceeds WWF Energy Savings Target Two Years Early
- Three Kenworth W990 Models Headlined PKY Truck Beauty Championship At MATS
- Manitou Group’s Support for the NEOLINE Maritime Transport Project
- Advancing Automation: Workers Worry More About Site Safety Than Losing Their Jobs
- Mississauga to Host Canada’s Largest Heavy Equipment Show This Week
- KOBELCO Dealer Helps Kick-Start Fifth Generation Family-Owned Business in Texas
- Colouring Contest Winners: Pacific Ag Show 2019
- Ultimate Solutions Meet Ultimate Challenges
- Before Rosie: The First Women at John Deere
- BP Energy Outlook 2019
- BCTA Motor Carrier & Associate Member Scholarships
- Remote-Controlled Wheel Loaders To Be Tested When Volvo CE Receives Sweden's First 5G Network For Industry
- National Heavy Equipment Show Is 3 Weeks Away
- Equipment Sales & Service Limited is a 2019 winner of the Canada’s Best Managed Companies Platinum Club designation, having retained its Best Managed designation for seven consecutive years or more.
- John Deere Launches Updated G-Series Swing Machines
- Terex To Sell Demag Mobile Cranes
- FPAC ANNOUNCES SECOND ANNUAL AWARDS OF EXCELLENCE PROGRAM
- Frontline Machinery Hosts Largest Crushing And Screening Equipment Demonstration In Canada
- CBTU Launches Program To Increase Women In The Trades By 30 Per Cent
- Petro-Canada To Provide Canadian EV Drivers With Canada’s First Coast-To-Coast Network Of Fast Chargers
- SENNEBOGEN 830 M-T: “More Than The Sum Of Its Parts” At Plaster Rock Lumber Mill”
- World’s Largest Mobile Crane Lifts Girder With Modulift Beam
- Yanmar Develops Basic Technology With JAMSTEC For Auto-Navigation Robotic Boat And Auto-Docking System
- Rain, Sleet And Snow Couldn’t Keep World Of Asphalt Show & Conference And AGG1 Academy & Expo From Record-Setting Attendance Numbers
- SHOULD YOU TAKE THAT CONSTRUCTION JOB? ASK YOURSELF THESE 8 QUESTIONS FIRST
-
February
- Kenworth To Showcase Vocational Trucks at The Work Truck Show
- Avoid Unplanned Downtime: 5 Crusher Maintenance Best Practices
- On Course For Growth: Terex CTT 332-16 And Terex CTL 340-24 Tower Cranes Erect The EU's Tallest Building
- Alberta’s Heaviest-Ever Road Move
- VOLVO CE PARTNERS WITH NATIONAL GEOGRAPHIC ON SUSTAINABILITY CAMPAIGN
- TIGERCAT RELEASES LARGEST MACHINE IN FORESTRY LINE-UP
- YOUR HEAVY HAULING CHECKLIST
- Craig Stewart Has Joined Van-Ed Equipment Ltd
- New tutorial available for mariners to help protect whales in B.C. waters
- Woman-Owned Trucking Company Finds A Niche With Site Prep And Paving Contractors
- Bandit Adds Pronar Trommels And Stackers To Lineup
- Navistar Awards Top Suppliers With Diamond Supplier Status
- Registration Now Open for Canada North Resources Expo 2019
- Peterbilt Recognizes Top Performing Dealers Of 2018
- Volvo Looks To The Electric Future At Bauma 2019
- Kenworth Announces Sourcewell Cooperative Government Purchase And Pricing Program For 2019
- World Premiere of Great Bear Rainforest Documentary Tonight in Vancouver
- Alberta’s oil cuts backfire as crude-by-rail shipments collapse
- Terex Trucks has its eyes set on growth in Germany
- Celebrating A Centennial And Looking Ahead To The Next 100 Years
- BC Will Need More Construction And Maintenance Workers By 2021
- Alberta's Labour Force Gap
- Bitter Cold Means Heightened Risk For Outdoor Workers
- Sweetheart Deal Is Sour For Workers, Employers & Taxpayers
- Electrifying! Wacker Neuson And Kramer At Bauma 2019
- Construction Machinery Industry On A High In Bauma Year—CEO Dittrich: Dare To Drive More Digitization!
- Kramer Presents The New Telescopic Wheel Loader 8145T At The Bauma 2019
- HC 250: THE BIGGEST CRUSHER EVER
- Terex Trucks Gears Up For Bauma 2019
- Volvo CE Opens Parts Distribution Center In Canada
- Canada Will Fight Against U.S. Anti-Dumping And CVD Trade Tariffs On Canadian Fabricated Structural Steel
- Wind Energy Operations & Maintenance Leaders Convene In Toronto To Collaborate On Advancements In Operations, With A Focus On Health And Safety
- John Deere Construction & Forestry Adds European Distribution For 622GP, 672GP Motor Graders
-
January
- KOBELCO USA Expands Dealer Network In Canada With New Partnerships
- Small But Mighty: Wacker Neuson
- FLO Components Ltd Exhibiting Automatic Greasing Systems for Compact Equipment & Running Grease Gun Contest at NHES 2019
- Peterbilt Showcases Concrete Line-Up at World of Concrete
- Kenworth Features Two T880S Mixers, T880 Pumper at 2019 World of Concrete
- Six Sustainable Building Materials Of The Future
- Heavy Equipment Fleet Management: 4 Tools To Ease Asset Tracking
- Hyundai Upgrades And New Attachments Focus Of Exhibit At World Of Concrete 2019
- Case IH Recognized As Innovator With Three 2019 AE50 Awards
- Volvo CE Goes Electric On Smaller Machines
- BOMAG & Komatsu America Distribution Pact Paves The Way To New Roadbuilding And Construction Market Opportunities
- New Inland Kenworth – Castlegar Location Serves Southeast British Columbia
- Kenworth and Toyota Collaborate To Develop Zero Emission Trucks
- Glass Crushing Solution For City Council Recycling Centre
- SFI Names New Chief Education Officer Melina Bellows To Lead Environmental Education And Expand Project Learning Tree
- New John Deere L-Series Utility Wheel Loaders Primed To Take Job Sites By Storm
- Turning Forestry Waste Into Transport Fuels And Chemicals
- Cat 990k Aggregate Handler Boosts Wheel Loader Production
- Hillside Hauling With Two TA300s
- Rototilt - Winners #excavatorhero 2018
- TOP 6 QUESTIONS ABOUT RESPIRABLE SILICA DUST PROTECTION ANSWERED
- McCloskey International’s Newest Products Take The Stage At AGG1/World Of Asphalt
- Association of Equipment Manufacturers Unveils New Logo
- History Of The Hard Hat
- High-Class Island Hopping
- Peterbilt Unveils Model 220EV At CES
- John Deere Makes Snow and Debris Cleanup Easy With New Angle and Pickup Brooms
- New Kenworth W990 Now Available for Order
- A Strategy For Selecting And Deploying New Equipment
- CNH Industrial Enters Strategic Digital Agriculture Agreement With Farmers Edge
- BOMAG & Komatsu America Distribution Pact Paves The Way To New Roadbuilding And Construction Market Opportunities
- A message from Chris O'Riley, President and COO of BC Hydro
- National Heavy Equipment Show Opens Registration For 2019 Event
-
December
-
2018
-
December
- Ritchie Bros.' Edmonton equipment sales up 15 percent for 2018
- Five Roads Of The Future
- Doosan Infracore North America Opens 100,000-Square-Foot Parts Distribution Centre In Georgia
- Finning To Acquire 4Refuel, The Canadian Leader In Mobile On-Site Refueling Services
- Minister Garneau introduces new fatigue regulations to make air travel safer for all Canadians
- Mack Defense Showcases Mack Granite-Based M917A3 Heavy Dump Truck At AUSA 2018
- John Deere Upgrades Compact Wheel Loader Line With New 244L And 324L Models
- Five Liebherr T 282 C Ultra-Class Trucks Delivered In Australia
- CASE Introduces All-New Precision Laser Grading Box Attachment
- FrontRunner Autonomous Haulage System Sets New Record With Latest Industry Milestone
- Rick Hansen Foundation Awards YVR Highest Certification for Accessibility
- John Deere Unveils All-New 655K And 755K Crawler Loaders Equipped With Final Tier 4 Engine Technology
- CHANGE THE FUTURE OF MINING!
- Life-Saving Coast Guard Needs More Independence, Stable Funding
- “Big Lift” at Kirkland Lake Gold’s Macassa #4 Shaft
- AME ANNOUNCES 2018 AWARD WINNERS
- SENNEBOGEN Log-Handler Helps Edgewood Mill Keep “Up” With New Sawline
- The Federal Government Gives The Green Light To China At Expense Of Middle-Class Construction Workers
- Multiple Crushing And Screening Spreads Impress At McCloskey Dealer Open Day Event
- Volvo Showcases Portfolio For Sustainable Infrastructure At Bauma China
- Ritchie Bros. set for busy December with 35+ auctions in three weeks
- Cities Unite To Fight Global Climate Change
- CASE Announces New C Series Motor Graders
- Supply Post's 2018 Christmas Gift Guide
-
November
- Superior Industries To Significantly Increase Footprint At Bauma 2019
- BCTA On Board With New Chain Up Regulations
- Canadian Institute of Forestry Announces an Initiative to Promote Gender Equity in Canada's Forest Sector
- PEDAL TO THE METAL
- SQUAMISH NATION COUNCIL APPROVES AGREEMENTS FOR WOODFIBRE LNG PROJECT
- GOMACO Appoints Aggregate Equipment as New Distributor For The Atlantic Provinces Of Canada
- Manitou Group teams up with video game Farming Simulator 2019
- Inland acquires Castlegar parts and service location
- Popular Trade Show Brings The Big Iron Back To Prince George
- Shell Gives Green Light To Invest In LNG Canada
- How Tech Is Changing The Equipment Rental Market
- CISC Urges the Canadian Government to Take Action on Critical Issues Impacting the Steel Construction Industry at Annual Day on the Hill
- Peterbilt 2019 Engine Updates
- The Norwegian Rock Blasting Museum Wins The 'Innovative Underground Space Concept Of The Year' Category Of The ITA Tunnelling Awards 2018
- THE VISIONARIES SHAPING OUR FUTURE CITIES
- Kenworth Introduces New Vehicle Electronics for T680, T880 and W990
- Doosan selects Chris Caldwell as 2018 Hometown MVP Contest winner
- GOMACO’s Xtreme GT-3600 Curb And Gutter Machine On Display At World Of Concrete For First Time Ever
- Auriga Places Order For Four Terex BT 5092 Boom Truck Cranes
- Kenworth Announces New Cab Interior Color Schemes
- International Truck Introduces The International LT MPG Package
- Doosan Will Display Its Heavy Equipment During World Of Concrete 2019 In Las Vegas
- Updated John Deere E-Series Knuckleboom Loaders Improve Fuel Economy
- Manitou North America Unveils New Products For Construction, Agriculture, Industry And Rental Markets
- First Of Its Kind $100,000 Endowment For Indigenous Students Pursuing Graduate Studies In Forestry
- Terex Trucks Signs New Dealer In British Columbia
- Harley-Davidson Releases Further Details on 2019 LiveWire at EICMA Show
- Volvo Construction Equipment Building Tomorrow
- CNH Industrial Enters Strategic Digital Agriculture Agreement With Farmers Edge
- Top 50 Companies For Women To Work For In Transportation Name By WIT
- Ellen Voie Named NASTC’s 2018 Transportation Person Of The Year
- Peterbilt Recognized as a Top Place to Work for Women
- Province rolls back speed limits on 570 km of highway
- Custom Truck Sales has joined Inland!
- Top Scientists, Writers And Academics Sign Open Letter Backing Nuclear To Tackle Climate Change
- Strong Safety Culture a Key to Trans Mountain’s Success
- Federal Authorities File Direct Evidence for NEB Reconsideration Hearing
- Backgrounder: Trans Mountain Files Direct Evidence for NEB Reconsideration Hearing
- CAF-FCA to Host First-Ever Supporting Women In Trades Conference
- PACCAR Parts Opens New Parts Distribution Center in Toronto, Ontario
- Continuous Operation For Terex RT 90 Rough Terrain Crane At The Cadarache Nuclear Research Center In The South Of France
- Brandt makes major expansion into specialty transportation equipment sector with Camex acquisition
-
October
- Get The Most Out Of Each Gallon - Fuel Efficiency Tips
- Supply Post Canada Wide Release
- New John Deere Mulching Head Shreds Wood In Minutes
- How To Pinpoint Employees Who Might Pose A Safety Risk
- Enbridge And Brookfield Infrastructure Announce Closing Of The Provincially Regulated Portion Of The Previously Announced Natural Gas Gathering & Processing Transaction
- National Trucking Week 2018: From Disruption, A New Road For Trucking
- Climate Change And Energy Transitions
- Safeguard Your Assets: 5 Steps To Secure Your Jobsite
- Kenworth Introduces Body Builder Academy Instructional Video Series
- Everyone’s A Winner As Sommers Generators Opens Its New Atlantic HQ
- Sommers Generator Systems Powers Up Isthmus Moncton
- FLO Appoints Territory Sales Manager to Continue to "Meet Customers' Needs Better" in Southern Manitoba & Northwestern Ontario
- Peterbilt Celebrated Pride And Class With United Way Of Denton County
- 3 Innovative International Projects To Reconcile The Underground And The Surface
- Hauling Rock In Horokiwi With Two TA400s
- Peterbilt Electrical Updates
- John Deere Introduces Industry-Exclusive On-Board Grade Indication On G-Series Skid Steers And Compact Track Loaders
- Volvo provides extra energy for pipeline project
- Own the Road: Kenworth Launches New Long-Hood Conventional – The W990
- Volvo Construction Equipment, Design Engineer II, Stephen Lanahan, Receives SAE/AEM Outstanding Young Engineer Award
- McCloskey New All-Terrain Stackers Boast Stability and Mobility
- Canada’s lead Arctic and Offshore Patrol Ship officially named Harry DeWolf
- Ritchie Bros. preps for big three-day Edmonton auction
- Hitachi Solutions America Launches Engage for Equipment Dealers
- Safeguard Your Assets: 6 Steps to Secure Your Jobsite
- AEM Tops 1,000-Member Mark
- Own the Road: Kenworth Launches New Long-Hood Conventional – The W990
- NAVISTAR ANNOUNCES CHAMPIONS OF THE 2018 TECHNICIAN RODEO
- Hyundai Upgrades R35Z-9A Compact Excavator
- Canada’s lead Arctic and Offshore Patrol Ship officially named Harry DeWolf
- SENNEBOGEN Announces Factory Expansion
- Celebrating 65 Years of Worldwide Innovation
- Trade Deal, LNG Canada Investment Good News – But Storm Clouds Linger
-
September
- Updated John Deere 944K Hybrid Wheel Loader Boasts Final Tier 4 Engine Technology With Even Greater Fuel Economy Benefits
- I Often Wonder What My Time Is Truly Worth…
- UK And Seven Major Companies Join Campaign For Vehicle Electrification
- Mag CC 3800-1 Lattice Boom Crawler Crane Lifts Spud Legs From Barge Split Tray Makes Fast Progress Possible For Al Faris At Shipyard In The United Arab Emirates
- Hyundai Guarding Package For HL960HD Wheel Loader
- TESTING BEGINS AT WORLD'S FIRST 'EMISSION-FREE' QUARRY
- AED Retains Impact Public Affairs For Ottawa Representation
- Conquering The White Mountains
- Airless Tires Now Available For Construction
- Buy, Borrow, Rent or Lease: 4 Tips to Minimize Risk
- Visionary Partnership Boosts Quarry Uptime
- New 21LC1050 From COMANSA
- Shell To Release Offshore Rights On Canada’s West Coast To Support Marine Conservation
- Komatsu Partners With Propeller To Bring Enterprise-Grade Drone Analytics Solutions To The Construction Industry
- Petro-Canada Invites Canadians To “Live By The Leaf” In New Marketing Campaign
- World Premiere: Bombardier Transportation Presents A New Battery-Operated Train And Sets Standards For Sustainable Mobility
- CASE SiteWatch Supports New AEMP Telematics Standard
- BC Local Governments Recognized For Leadership In Wood Design And Building At 2018 Union Of BC Municipalities Convention
- CM Labs Sets Industry Benchmark With New Dozer Simulator Training Pack
- Volvo Trucks Presents Future Transport Solution With Autonomous Electric Vehicles
- Finning International Inc. (TSX:FTT) Announced Its Intention To Expand Its Dealer Relationship With Weiler, Inc.
- Case IH Rolls Out AFS Soil Command Agronomic Control Technology for Tillage Lineup
- Julie Ragland Named Navistar Senior Vice President And Chief Information Officer
- Landscape and snow removal profession plans for safety in response to rock salt shortage
- CASE, Southeastern Equipment Work With Team Rubicon On East Cleveland Blight Removal
- John Deere And Wacker Neuson Enter Into Strategic Supplier Agreement For Compact Excavators
- John Deere Updates Engine Technology And Makes Model Adjustments To 310L EP Backhoe And 210L EP Tractor Loader
- Finning to Work with Weiler to Expand Relationship as Distributor of Cat® Purpose-Built Forestry Products
- All New Buildings in Toronto, Montreal & Vancouver to be “Net-Zero Carbon” by 2030, as 19 Global Cities Make Bold Commitment
- Contractors: 10 Ways to Keep Your Employees Happy
- New Compactor From Rototilt
-
August
- Canada’s Building Trades Unions Welcomes Familiar Faces In Trudeau’s Cabinet Shuffle
- Challenges & Benefits of Using GNSS-Based 3D Machine Control
- Finning Signs Agreement To Become Exclusive Dealer Of MultiDocker
- Farm Families Honoured At Ukrainian Village
- Withstanding Extreme Wear In Bulk Material Handling Equipment
- All Three Assembly Plants Producing Kenworth Trucks Earn ISO Certification For Environmental Management Systems
- Protecting Construction Workers from Long-Term Health Hazards
- Cleanup of LNG site in Squamish underway
- Oil is by far the biggest money-generating commodity Canada exports
- Straightpoint Load Shackles Monitor Weight of Flying Ship
- The Five Rules Of Global Distribution
- Chain-Up Expansion And New Chain-Off Increasing Safety On Coquihalla
- TimberWest Gives $200,000 Donation To Support The Enhancement Of The Great Trail In B.C.
-
July
- Doosan Reaches Milestone With More Than 400,000 Excavators And Wheel Loaders Produced Worldwide
- Port Celebrates Rushbrook Trail Grand Opening
- CP Plans For Half Billion Dollar Investment In Future Of Grain Supply Chain With Railcar Order
- Connecting People To Protect Whales.
- Build a Strong Construction Safety Culture
- Case IH Launches Limited-Edition 50 Series Axial-Flow Combine
- Construction Gets Ready For The Clean Tech Rush
- Brokk Introduced Four Next-Generation Demolition Machines At INTERMAT Paris 2018
- Pete Stroeder Contracting Inc Knows Rototilt
- Productivity Gains With SENNEBOGEN 718 Are “No Joke” In Urban Tree-Trimming Projects
- Case IH Expands The Early Riser Lineup With 2130 Stack-Fold Planter
- Canadian Pacific Extends Sponsorship Of CP Women's Open Through 2023
- Kenworth’s Predictive Cruise Control System Became Standard On The Kenworth T680 On-Highway Flagship as of July 1st.
- Kinshofer P-Series Orange Peel Grapples Handle Heavier Loads And Increase Efficiency
- Autonomous Solutions, Inc. Begins Work With Barrick Gold On First Major Autonomous Haulage Project
- Expert Tips For Flying Drones Over Your Construction Sites
- Yanmar Launches New Autonomous Tractors – Easing The Farmer’s Burden With Labor-Saving ICT –
- 5 Reasons Your Business Needs A Facebook Page
- Canadian Coalition For Construction Steel Urges Caution On Tariffs, Quotas On Non-US Steel
- Canada North Resources Expo Returning to Prince George in 2019
- Volvo Dealer Offers ‘Carbon Neutral’ Articulated Haulers
-
June
- Volvo Construction Equipment And LEGO Technic Team Up With Children To Create An Autonomous Concept Wheel Loader Of The Future.
- Big Freight Celebrates 70th Anniversary By Preparing For More Growth Ahead
- Daimler Trucks Announces Automated Truck R&D Center In Portland
- Volvo Construction Equipment Will Be Among The First In The World To Trial 5G Mobile Technology As Part Of A Unique Collaboration With Mobile Operator Telia Company.
- With 1.3 Million Jobs at Risk AEM to Fight $50 Billion of Newly-Imposed Tariffs
- Daimler Trucks North America Unveils Two Freightliner Electric Vehicle Models And Freightliner Electric Innovation Fleet
- Doppstadt Gets Out Of Rubble, Which Is In It
- Smooth Move: 3 Common Ways To Resurface B.C. Highways
- Another R 9800 for Goonyella Riverside Fleet
- How to Prevent Accidents: 5 Safety Best Practices That Can Help
- IKEA And Neste Encourage Steps Towards A Fossil-Free Future
- 5 Fantastic Gift Ideas for Father's Day
- Top Innovations To Change The Mining Market
- Skid Steers: The Workhorse Of The Jobsite
- Site C dam construction
- THE NEW WASTELAND
- All Eyes On The Customer
- Weather Forecast for Hillhead 2018 – Storm Watch
- Top 10 Issues Shaping Mining In 2018
- Magnificent Greatness: Terex CTT 332-16 Flat Top Tower Crane Erects Power Plant Cooling Tower Crane Grows To A Hook Height Of Over 150 Meters As Construction Progresses
- Serious Supply Chain
- Safety Sets Pace For Heavy-Hauling Equipment
- Dozers Get Smarter With New Grade Control Systems
- AEM Honors 29 Equipment Manufacturers With ‘Statistics Outstanding Merit’ Awards
-
May
- ‘Weekend logger’
- How Technology is Advancing Underground Infrastructure Construction
- Deere-Hitachi Celebrates 30 Years of Construction Equipment Joint Venture
- Ritchie Bros.' Chilliwack auction boasts big lineup of late-model forestry equipment
- Fennell Forestry’s Frontrunner
- 5 Tech Trends Poised To Disrupt Manufacturing
- TRUXPO 2018 Celebrates Well-Attended Event In Abbotsford B.C.
- TRUXPO 2018 Salute to Women Behind the Wheel
-
April
- Top Five Tech To Make Construction Safer
- Tigercat Releases 602 Cable Skidder
- Turbochargers: What You Need To Know
- Genie Named Cat Rental 2017 Vendor Of The Year
- Massive Heavy Equipment Show to Fill Olympic Stadium with Tons of Big Iron This Week
- Protect Against Cyber Attacks: Tips Any Company Can Use
- Erich Janke December 2, 1945 – March 8, 2018
- (Edward) Ted Garnett - August 31, 1941 - April 18, 2018
- All Roads Lead to Safety: Join STA’s First Responders Fundraising Campaign
- Peterbilt Refuse Product Lineup On Display at Waste Expo
- Why Electric Construction Equipment Won't Solve The Total Cost Of Ownership Dilemma
- Teaching the Teachers: AEM and EDA Team Up to Support CASE Scholarship Program
- Greater Toronto Airports Authority And Metrolinx Announce Commitment To Work Together To Study Regional Transit And Passenger Centre Connections
- Doosan Infracore North America Introduces New Authorized Dealer In Ottawa, Ontario
- Metro Vancouver Leads Canada And The US In Transit Ridership Growth
- Ritchie Bros. Set To Conduct Its Largest-Ever Saskatoon Spring Auction
- Liebherr Delivers Slewing Drives For Magni Telehandlers
- 8,200+ items and counting: Ritchie Bros. preps for its largest Canadian auction of 2018
- Western Star Truck Promotes Trucking Careers And The Industry For Canadian Women
- Certified Quality And Environmental Management Standards At Liebherr-Aerospace And Transportation Systems In Canada
- Prompt Payment On The Horizon From Coast-To-Coast As Trade Contractor Summit Concludes
- Make Room For Millennials At The Jobsite
- Six Innovations To Help Reduce Machine Costs
- Celebrating a 100-Year Legacy of Tractors at John Deere
- Why Two Cylinders?
- How Sustainable Building Is Driving Down Costs
- Volvo CE Moves Into 3D Printing Of Parts
- Keestrack Makes A New Commitment To India Global Standards For A Growth Market
- Doosan Announces Top Performing Dealers Of 2017
- Ammann Presents Servicelink, A Mobile Monitor For Smaller Compactors
-
March
- Equipment Sales & Service Limited Is Proud To Be A Platinum Club Winner Of Canada’s Best Managed Companies
- International Truck Unveils The International MV Series
- Atlantic Heavy Equipment Show Rolls into Moncton Coliseum
- Thousands Pre-Registered for Heavy Equipment Show Next Month
- Terex Trucks To Exhibit On Home Turf At Scotplant
- FPAC Applauds The Federal Government On The Signing Of The Comprehensive And Progressive Agreement For Trans-Pacific Partnership (CPTPP)
- 5 Ways To Save Money On Your Machine
- Q Point – The Manufacturer-Independent Platform For Sustainable Digital Road Construction
- New Medium-Duty Truck Completes Entire Company Product Portfolio Refresh
- Case IH Seeding Equipment Enhancements Make Every Seed Count
- Peterbilt Motors Company Names Allstate Peterbilt As The 2017 Dealer Of The Year
- EquipmentWatch Recognizes Volvo CE With Multiple Highest Retained Value Awards
- 80th Celebration Of The Annual Oregon Logging Conference
- Vermeer Announces New Full Track Option For CT718 Compost Turner
- Productivity Failings Blamed For Project Delays
- Go-Forward Strategy Will Focus On Agriculture, Transportation And Material Handling Operations
- Pattullo Bridge Replacement Will Improve Safety And Create Good Jobs
- John Deere 310E ADT Recognized With 2017 GOOD DESIGN Award For Innovation And Architectural Excellence
- MHC Kenworth – Colorado Receives 2017 Kenworth Dealer of the Year Award
- Western Canada’s Biggest Trucking & Transportation Event Coming This May
-
February
- Celebrating Excellence In Transportation Infrastructure Designs
- Case IH And The Climate Corporation Partner To Deliver Two-Way Data Sharing
- Strong Sales & Building Anticipation for Heavy Equipment Show
- Frontline Host’s 2nd Annual Canadian Keestrack Demo Day
- Peterbilt Motors Company Introduced The New Model 579 UltraLoft.
- NEW DETROIT ENGINE STRENGTHENS COMMITMENT TO VOCATIONAL MARKET, EXPANDS PRODUCT PORTFOLIO
- Fixing Construction's Productivity Problem
- Detroit DD8 Engine, Freightliner Vocational Solutions Featured At 2018 World Of Concrete
- Celebrating excellence in transportation infrastructure designs
- Farmers To Address Supreme Court In Fight Against Abandoned Wells
- Bombardier And Conair Announce Purchase Agreement For Six Q400 Aircraft For Conversion Into Q400 Multirole Airtankers
- Electric Mobility Solutions; xStorage By Nissan
-
January
- ICBA Calls On Ottawa To Overturn B.C.’s Latest Pipeline Stall Tactic
- BC Ferries Works With Communities On Future Vision For Horseshoe Bay Terminal
- Construction Workforce Pressures Increase Across Canada As Activity Levels Off
- Natural Resources Canada
- FLO Components Ltd. Announces Final Winner In 40th Anniversary Giveaway Contest!
- Maritimes’ Largest Heavy Equipment Show Gears up for Another Big Year
- Peterbilt Reaches 1,000,000 Vehicle Milestone
- Technology Key to Ammann Products Showcased at World of Asphalt
- Zero-Emission Kenworth T680 Equipped With Hydrogen Fuel Cell On Display At Consumer Electronics Show
- GOOD DESIGN Award for Case IH And CASE Construction Equipment
- Bandit Industries To Celebrate 35th Anniversary In 2018
- Ammann ATR 30
- Hebron Produces First Oil
- BC Ferries Awards Northern Sea Wolf Upgrade To Esquimalt Drydock
- "Performance Driven: Michael Shank Racing Continues To Impress, Utilizes Two Kenworth T680 Transporters
- 2018 Kenworth Calendar Features Beautiful Images Of The World’s Best Trucks
-
December
-
2017
-
December
- Association Of Equipment Manufacturers Expands Canadian Advocacy Efforts
- Terex CTL 430-24 Carries The Load During Library Reconstruction
- Seaspan Shipyards And The Government Of Canada Celebrate The Launch Of The First Large Vessel Designed And Built Under Canada’s National Shipbuilding Strategy
- Changes To Access Charges Coming Soon To Benefit Smaller Container Trucking Companies
- Brandt Announces Plan To Add Major Manufacturing Capacity In The US
- Volvo CE Presents The Second Episode Of 'The Megaproject Listing': Moving The City Of Kiruna
- Case IH Wraps Up 2017 With Strong Brand Loyalty And Innovative Engineering
- GOMACO Will Feature Its Latest Curb And Gutter Technology At World Of Concrete 2018
- The Weather Company, An IBM Business, Introduces New Solutions Designed To Help Freight And Logistic Companies Improve Operational Efficiency
- Deere & Company Completes Acquisition Of The Wirtgen Group
- TRUXPO 2018: New, Expanded Show Coming In May To TRADEX
-
November
- AEM Wins ‘Art Of The Show’ Award For CONEXPO-CON/AGG 2017
- Supply Post Christmas Gift Guide 2017
- Swedish Prime Minister And French President Sign Strategic Partnership At Volvo Group Headquarters
- Your Construction Equipment Is Talking: This Is What It Has To Say
- 10 Smart Ways To Future-Proof Our Cities
- 18th Annual Port Fundraising Gala Raises $240,000 For Local Charities
- Freightliner Unveils 60-Inch Raised Roof Configuration For New Cascadia
- The BC Trucking Association (BCTA) Has Appointed Dave Earle As President & Chief Executive Officer Effective January 8, 2018.
- Synchronized Up-Ending
- Agriculture And Agri-Food Canada
- GOMACO will Feature its Latest Curb and Gutter Technology at World of Concrete 2018
- First UK Open Day Showcasing New Products A Huge Success
- Talbert Honors Removable Gooseneck’s 70-Year Anniversary
- Doosan DX140LCR-5 Reduced-Tail-Swing Excavator To Be Displayed During 2018 World Of Concrete
- CN And Norfolk Southern Joint Interline Service Reducing Transcontinental Transit Times By Up To 48 Hours
- CELEBRATING 65 YEARS OF WORLDWIDE INNOVATION
-
October
- Arctic Road Show
- Finalists For 2017 Influential Woman In Trucking Award
- More Than 3300 People Attend Seaspan’s Vancouver Shipyards Open House
- BEHIND THE WHEEL
- McElroy Spider 125 Series 2 Now More Adaptable, Easy To Use
- Economic Study Confirms Forest Industry a Cornerstone of B.C.’s Economy
- End of Energy East, Another Win for our Competitors
- Vermeer Now Offers The BC1800XL Brush Chipper With Gas Engine
- A Decade Perfecting Land Rover Defenders
- FLO Components Ltd. Announces First Winner in 40th Anniversary Giveaway Contest!
- Trident Processes Inc. Receives Prestigious 2018 Canadian Business Excellence Award for Private Business
- Weston Forest Receives Canadian Business Excellence Award For Private Businesses
- Linden Comansa In Montreal’s New Champlain Bridge
- Black Cat - Friday The 13th
- IMT Introduces New Articulating Crane Models With Higher Lift Capacity
- Craig Blair Receives SFI President’s Award
- John Deere Adds A Power-Angle-Tilt Blade To The 950K Crawler Dozer, Making It The Largest PAT Machine In North America
- Kenworth Adds T880 Driver Academy Instructional Video Series
- Caterpillar Details Expanded Autonomous Mining Truck Capabilities Developed With Torc Robotics
- Changing Of The Guard
- Genie Lifts Elevate Broadcasters At The ESPN Wide World Of Sports
- International Truck Launched The New International HV Series At The North American Commercial Vehicle Show
-
September
- Chevy Celebrates 100 Years of Trucks With National Rollout of Truck Legends Program
- Fisher & SnowEx Go Pink To Support Breast Cancer Awareness Month
- Trans Mountain Announces Contractors For Expansion Project
- Sandvik Uses Vegetable Oil In Computer-Controlled Machining
- Pauper To Prince
- Obishikokaang Certifies To SFI Standard To Enhance Forestry Operations, Sustainability And Economic Development
- Foundational Policies Can Lead To Bright Future For Canada’s Mineral And Mining Industry
- TRANS MOUNTAIN ANNOUNCES CONTRACTORS FOR EXPANSION PROJECT
- Three-Generation Logging Contractor Closes, Putting Vancouver Island Community In Peril
- Do You Appreciate Your Drivers? Here Are Six Tips On How To Show You Really Care
- Hearing set for proposed route realignment in Chilliwack section of Trans Mountain Expansion
- BC Hydro's President Looks Back At Bennett Dam, And Ahead To B.C.'S Future
- Modulift Beams Suspend Full Scale Model Fighter Jet
- PSC Crane & Rigging Skids Boring Machine At Cleveland Tunnel Project
- Peterbilt Introduces Ergonomic Column-Mounted Shifter For Automated Transmissions
-
August
- FLO Components Ltd. 40th Anniversary Giveaway Contest!
- Mack Trucks Reaches Milestone Of 100th Certified Uptime Centre
- Nature Conservancy Of Canada And Shell Applaud Historic Announcement On Marine Conservation In Tallurutiup Imanga/Lancaster Sound
- New Case IH Steiger CVXDrive Series Tractors Set New Frontier For Power, Performance And Productivity
- International Introduces Industry First Customer Uptime Assurance Program
- Bombardier Wins Contracts For The First Monorails In Thailand
- Ritchie Bros. hosting antique car auction in Drake, SK featuring restored Model Ts
- Heavy equipment show over 80 per cent sold out at Moncton Coliseum Complex
- YVR Achieves AA Credit Rating For The 12th Consecutive Year
- Heavy equipment show over 80 per cent sold out at Moncton Coliseum Complex
- Launch Of Detroit Connect Remote Updates Begins With Over-The-Air DDEC Performance Report Extraction For The New Freightliner Cascadia
- Foundational Policies Can Lead To Bright Future For Canada’s Mineral And Mining Industry
- Trade And Transportation Corridors Initiative Good News For Canada’s North
- FLO Components Ltd. 40th Anniversary Giveaway Contest!
- Sustainable Forestry Initiative Opens Request For Proposals: Seeks New Partners For Conservation And Community Projects In The U.S. And Canada
- George Massey, Avoiding Another Sad Chapter in our ‘Do Nothing Novel’
- Power Down and Head Outside This Summer for a Chance to Win
- IC Bus And Edulog Team Up To Broaden Oncommand Connection For School Bus Market
- Bombardier Celebrated 150 Years Of Canadian Ingenuity
- John Deere Adds Two Models And Offers Additional Updates To G-Series Motor Grader Line-up
-
July
- Tigercat Silver Anniversary
- CLAAS Presents A New Generation Of The ARION 500 And 600 Series
- Terex|Finlay ‘Rock’ Edinburgh, Scotland, With Spectacular Model Launches At Customer Open Days Event.
- BC Hydro rebuilding damaged transmission towers in Cache Creek
- Liebherr Cranes Prominent In Queensferry Crossing Construction
- GE To Provide A Suite Of Marine Technologies To One Of The World’s Most-Advanced Deep-Water Diving Support Vessels
- BC Hydro Offers Assistance To Wildfire Evacuees
- SFI - Maple Syrup From Certified Forests Hits The Shelves
- Sweet Celebration For Canada's 150th Year - Maple Syrup From Certified Forests Hits The Shelves
- Volvo Brings German Monument Back To Its Best
- CASE Construction Equipment Announces 2017 Diamond Dealer And Gold Dealer Award Winners
- The AUCOS Auto Coupling System Is Improving Transportation Safety And Efficiency For Container Handling:
- Ritchie Bros. Teams With Inland Kenworth To Sell Special Truck Tractor For Truckers Against Trafficking Charity
- Canada150 at Canada Place drew over 1.5 million to the festivities
- Abbotsford Airport Celebrates WestJet’s 20th Anniversary At YXX
- Bombardier Celebrated 150 Years Of Canadian Ingenuity
- BCTA Announces Board of Directors and Executive Committee for 2017-18
- PLAYING BY THE RULES: ETHICS AT WORK
- Kenworth T680, T880 And T880S Available For Order With ISL G Near Zero Emissions Natural Gas Engine
- Forest Products Association Of Canada Announces 2017 Green Dream Bloggers
- 48th Annual Ivan Hanchard Charity Golf Tournament Raises $25K For BC Children’s Hospital And $5K For Betty Spalton Scholarship Fund
- President’s View: History Tends To Repeat Itself And We Will Be Ready
- ShearForce Equipment And Work Truck West Move To New Facility In Langley
-
June
- Tigercat Silver Anniversary
- BC Ferries' Salish Eagle Now In Service
- World Premieres Met A Large Audience In The Forest
- Briggs & Stratton Builds On Its Decades-Long Commitment To Baja SAE
- Diesel Vehicles Will “Disappear From Roads Much Faster Than Expected.”
- Canada Place Announces New Celebrations In Honour Of Canada’s 150th Year
- Supply Post @ Canada's Farm Progress Show June 21-23
- APNA TRUCK SHOW - June 10-11
- Atlantic Provinces Trucking Association
- 2017 Granfondo - call for sponsors!
- Bibs, Butter And Garlic.
- Deere Announced Plans To Acquire The Wirtgen Group, The Global Leader In Road Construction Equipment.
- Terex Finlay I-140 Impact Crusher
- Doosan Bobcat North America Completes West Fargo Headquarters Expansion
- Forestry/Heavy equipment professionals out in full force at CNRE
-
May
- Exoskeleton Technology And The Construction Market
- BC Hydro offers tips to help stay safe
- The Road To Success: Betty Spalton Scholarship Applications Are Due On May 31!
- Inland Kenworth Celebrates Grand Opening For New Prince George, B.C., Location
- Province, BCGEU and BCRB reach tentative agreement
- In The Black
- DRIVEN
- First Pier Caps Arrive At The Port Of Montréal
- McCloskey International Invests In Response To Worldwide Growth
- Ammann Had Highly Visible Presence At CONEXPO-CON/AGG
- Launching The Warrior 1200
- Interior Logging Association 59th Annual Conference & Trade Show
- Canada North Resources Expo 2017
- Reduced Working Forest, Not Log Exports Is Killing Forestry Jobs
- Liebherr Tower Cranes – Everything From Planning To Dismantling From A Single Source
- Cat TH514D Telehandler Features Load-Sensing Hydraulics, Enhanced Operator Comfort/Safety, Expanded Attachments Range
- Crane Planner 2.0 – Smart Software For Tough Hardware Challenges
- IROCK Releases Closed-Circuit Impact Crusher With Small Footprint, High Productivity
-
April
- Straightpoint Load Cells Integral To Onboard Crane Load Tests
- TransLink trades diesel buses for hybrids to reduce fleet emissions
- The 48th Annual BC Road Builders Ivan Hanchard Charity Golf Tournament.
- TrailerCam - Revolutionary New Product Solution For Blind Spots Displayed By FLO Components Ltd. At NHES
- Uptake Partners With Caterpillar To Transform The Construction Industry Through Data Analytics
- RECO Equipment Buys First Two Gen10 Haulers In North America
- Massey Tunnel Replacement Project Underway
- Max Innovate Join McCloskey Washing Systems Global Dealer Network NEW dealer appointment in the UK
- Inland Moves In To State-of-the-Art Prince George Facility
- Heavy Equipment Professionals Of All Types Filled The Halls Of Mississauga’s
- April Is The Beginning of Digging Season - Call Before You Dig
- British Columbia (ACEC-BC) will celebrate the best of consulting engineering in British Columbia
- Liebherr At Conexpo Con / Agg 2017
- Canada-Cartage-Selects-Omnitracs-XRS-Platform-In-Preparation-For-Eld-Mandate-Compliance-In-US-And-Canada
- VOLVO BREATHES LIFE BACK INTO THE CHESAPEAKE BAY
- TLA Finds Support for Forestry in BC’s Coastal Communities
-
March
- BC Hydro extends Winter Payment Plan
- Peterbilt Announces Model 220 Udpates
- New High Flow Loader Option Boosts 3CX Compact Versatility
- Do you want ice with that?
- Explosion Proof C Rails & Light Crane Systems
- 5 Ways to Sell Your Equipment and Trucks with Supply Post
- Supply Post Celebrates 45 Years Of Service
- Powerscreen Had Stacks To Show At ConExpo
- THE BUTCHART GARDENS ‘BANS THE BOTTLE’
- Supply Post Celebrates 45 Years Of Service
- Berg Pipe Yard Steps Up To SENNEBOGEN 870 M For Sure, Heavy Lifting
- IROCK Releases Closed-Circuit Impact Crusher
- SANY Unveiled Four New Compact Excavators At CON EXPO 2017.
- Volvo Transforms Winter Slumberland Into Year-Round Icehotel
- Major Heavy Equipment Event Will Recognize Young Professionals & Offer Exciting Features
- Seismic safety upgrade underway for Horseshoe Bay Drive crossing
- Seismic safety upgrade underway for Horseshoe Bay Drive crossing
- Canada North Resources Expo 2017
- Road Safety at Work Week March 6-10
-
February
- CBI 6800BT Horizontal Grinder, SSQC30 Stump Shear, And XLP Log Screw To Be Displayed At ConExpo
- John Deere to Build on Machine Monitoring Legacy at CONEXPO-CON/AGG 2017
- SANY Unveils New Machines Designed for the North American Market at CONEXPO-CON/AGG 2017
- Powerscreen Prepares For ConExpo 2017
- Terex Ecotec Brand Officially Launched At ConExpo - Serving Global Environmental Processing Needs
- Case IH Celebrates 175 Years at the Cutting Edge of Agricultural Equipment Production in 2017
- Terex Washing Systems To Make Major Announcement At ConExpo-Con/Agg 2017
- Rototilt Celebrates A Decade In North America
- Western Star Trucks Begins Its 50th Anniversary Celebration
- John Deere To Celebrate 50 Years Of Motor Grader Innovation At CONEXPO-CON/AGG 2017
- Bright Lights, Big Auction For Ritchie Bros. In Las Vegas This March
- BC Hydro crews restore power to more than 138,500 customers
- BCTA Hires New Director Of Policy, Cory Paterson
- TLA And Chevron Award Scholarship For Heavy Equipment Operator Students
- McCloskey Introduces First Self-Powered Telescoping Stacker To North American Marketplace
- Terramac Announces Plans To Exhibit At CONEXPO 2017
- Tobroco-Giant USA Premiers GIANT Compact Wheel-Loaders, Electric Mini-Skidsteer At 2017 ConExpo
- Terex Trucks: The New Standard Has Arrived
- Gaps In Safety Net Threaten Forestry Workers And Rural Communities
- John Deere To Break New Ground At 2017 CONEXPO-CON/AGG
-
January
- Farming Simulator
- Mobile Jaw Crusher JAWMAX 1006 ECO/MAXI
- SANY America Unveils New SY215C Excavator With SANYLive GPS System
- Eagle Plains/Aben Execute Option On Chico Gold Project, Saskatchewan
- Federal Motor Carrier Administrator Gets A Glimpse Of Life On The Road With Female Driver
- When The Mountain Calls: Terex Tc 2800-1 Lattice Boom Truck Crane Lifts Wind Turbines In The Swiss Alps
- In It For The Long Run: Struggling To Support Our Rural Communities
- Terex Finlay I-140 Impact Crusher
- BC Hydro Offers Customers Extra Time To Pay Their Bills This Winter
- Seaspan Ferries Corporation Announces Arrival Of First New Liquefied Natural Gas (LNG) Fuelled Vessel
- John Deere Collaboration With AGTEK Increases Customer Support And Simplifies Grade Control Workflow Process
- John Deere Introduces Two New Tillage Tools: 2230 Field Cultivator & 2330 Mulch Finisher
- John Deere Introduces Two New Tillage Tools: 2230 Field Cultivator & 2330 Mulch Finisher
- Newest, Biggest Doosan DX380LL-5 Log Loader Supplies High Swing Torque And A Long Reach
- The Difference Is Electrifying
- KOBELCO Construction Machinery U.S.A. And KOBELCO Cranes North America To Merge in 2017
- KOBELCO Begins Producing SK350LC-10 Model At US Excavator Manufacturing Facility
- BC Hydro: Cold snap drives electricity demand to all-time high
-
December
-
2016
-
December
- Hyundai Adds Handlers Equipment To Its North American Dealer Network
- Gordie Howe International Bridge – Project Components and Features
- How You Can Develop Uber For Trucking
- New Plants And Plates Featured
- SUPPLY POST HOLIDAY CONTEST 2016
- What I Didn’t Know About Truck Drivers.
- MERRY CHRISTMAS AND A HAPPY NEW YEAR FROM THE SUPPLY POST FAMILY!!!
- New Plants And Plates Featured
- $250,000 Supports Computing And Information Technology Students At BCIT
- Bob Vermeer Announced As AEM Hall Of Fame 2016 Inductee
- Ditch Doctor Puts New Spin On Traditional Process
- Canada’s Largest Heavy Equipment Show Launches New Website; Booth Space Now 70% Sold
- Decreasing Temperatures Lead To Increasing Demand For Power
- Atlantic Canada’s Trucking Industry Kicked Off “18 Wheels of Christmas in Atlantic Canada” Food Drive
- Lessons From Australia - Carbon Tax Failure
- More Than 70 Companies Attend Seaspan’s Atlantic Canada Industry Day
- ShearForce Equipment Hosts Demo Day
- Bombardier Global 7000 Aircraft Successfully Completes First Flight
- Clean Technology
- BC Lumber Trade Council to Vigorously Defend Industry Against U.S. Trade Challenge
- McCloskey Washing Systems Debut At Open Day In Dundalk
-
November
- Brrrr! Terex Trucks’ Extreme Weather Protection Guide
- ASV’s RT-75 Compact Track Loader Revolutionizes The Compact Track Loader Market With Longer Run Times, Increased Performance And Reduced Maintenance
- Helping Solve The Skills Gap
- Terex|Finlay Crush San Antonio With Spectacular New Model Launches At Customer Open Day.
- New Remote Control Now Available On GOMACO Machines With G+ Control
- Peterbilt Expands Sleeper Heater Availability
- Independent Review Of Site C By Ernst & Young/BTY Finds Appropriate Processes In Place To Meet Project Milestones And Financial Targets
- Battle of Vimy Ridge (April 9-10 1917)
- Energy Impacts Of Trump's Surprise US Presidential Victory
- Martin Bencher Uses Low Profile Skidding System For Power Plant Project
- John Deere 800M-Series Tracked Feller Bunchers And Harvesters Now Equipped With Final Tier 4 Engines
- Increasing Number Of Canadians Believe Private Sector Obligated To Help Veterans Find Jobs
- Volvo A60H – World’s Largest Articulated Hauler — Made North American Debut At MINExpo 2016
- Owensboro Terminal Manager Turns To “Green” Material Handlers Again After Many Years Of Dependable Service
- Hayco Equipment Ltd. Expands Rental Fleet with Acquisition of West Coast Equipment Rentals
-
October
- Palm Trees, Sunshine, And Heavy Equipment
- The Future of Autonomous Vehicles
- Case IH Reveals New Tagline, New Focus and a New Autonomous Concept Vehicle
- Has Partnered With Comdata To Re-Invent Its Fuel Card To Offer Lower Fuelling Costs To Its Customers.
- Rope and Sling Provides Rigging Gear to Ainscough for Fallen Bridge Lift
- Digging In Deep To Help The Community
- Peterbilt To Participate In Doe’s Supertruck II Program
- New Distributor For Sandvik in Alaska
- Milling Made Simple With The New John Deere Cold Planer
- J. O’Shea Boosts Production With The Sandvik QE441 Mobile Scalper
- Komatsu America Corp. Introduces The New WA270-8 Wheel Loader
- Liebherr Presents High-Performance Loaders Of All Sizes At Nordbau 2016
- Structure Of UBC’s Tall Wood Building Now Complete
- Peterbilt Introduces Cummins ISL-G Near Zero Emmissions Engine For Models 567, 520 And 320
- IC Bus Launches The Next Stop: Imagination Contest
- September
-
August
- Ritchie Bros. And Caterpillar Inc. Announce Startegic Alliance
- Ritchie Bros. To Acquire IronPlanet
- Dresser-Rand Business In Olean Earns 2016 Manufacturing Award For Operational Excellence
- Terex|Finlay Launch New Variant Of C-1540 Mobile Cone Crusher.
- Terex Finlay Launch NEW 674 Tracked Inclined Screen At Hillhead, 2016
- Hitachi ZX135US-6 And ZX245USLC-6 Ultrashort Excavators Offer Big Efficiency In Tight Spaces
- MLC650 Keeps Montreal Bridge Replacement On Track
- DEMO International Space Now 90% Sold; Honourary Chair Announced
- Site C Reaches Employment Milestone Surpassing 1,000 B.C. Workers
- New SENNEBOGEN App Supports Sales Partners
- Kenworth T880 Short Hood Now Available With Allison 4700 RDS Fully Automatic Transmission
- Liugong North America Introduces New Dressta S-Series Dozers To North America
- Doosan Serves As Patron Of The Open 2016, Raises Online And Offline Branding Campaigns
-
July
- CELEBRATING 50 YEARS OF POWER
- Start Your Engines
- The New Sandvik Commando DC130Ri – Tougher Than Ever
- Agreement To Purchase Great Plains Manufacturing, Inc.
- Historic 100,000th Windrower Rolled Off Production Line In Hesston, Kansas
- Parry Sound Airport Keeps Business Accessible With A Reist Snow Blower
- Peterbilt’s New Model 520 Expands Refuse Industry Leadership
-
June
- The New PT-175 Forestry Mulcher: More Service Friendly, More Accessible, Less Weight.
- John Deere Rounds Out L-Series Backhoe Portfolio With Powerful 710L
- Fornebu Lumber Gains 50% More Log-Handling Capacity With Sennebogen 830 M-T
- Linden Comansa’s 21LC750, The Tallest Tower Crane Of Bauma 2016
- Terex Finlay Announce Exciting New Product Introductions At Hillhead, 2016.
- New Sandvik DT912D Offers Intelligent Efficiency To Underground Mineral Excavation
- Understanding Your Business At Hillhead 2016
- New Hydraulic Hammers Break Into The John Deere Attachments Lineup
- Families, Industry Professionals Flock to TRUXPO 2016
- Forest Industry Welcomes Signing Of Landmark Climate Change Agreement
- Bauma success for Terex Trucks
- FLO Components Ltd. Announces New Product Line: Centralized Fleet Fluid Maintenance Systems
- Make The Cut
- Brokk Brings Independence To Compact Demolition
-
May
- Canadian Forest Products Retain World’s Best Environmental Reputation
- The John Deere 944K Hybrid Wheel Loader Is A Powerful And Efficient Equipment Solution For Quarries
- Terex Port Solutions Completes Its Portfolio By Acquiring The Terminal Tractor Product Line From CVS Ferrari
- Johnson Arabia Adds Terex AC 350/6 All Terrain Crane
- New CHS Fertilizer Terminal Hits Its Throughput Numbers With
- New Hyundai HX160L, HX180L Excavators Address Needs Of Popular Market Segments
- Hyundai Construction Equipment Americas Expands HX Series
- Government Of Canada Launches Interactive Website On Clean Growth And Climate Change
- Minister Of Agriculture And Agri-Food Congratulates Dairy Farmers Of Canada For Food Safety Achievements
-
April
- J D Neuhaus At Your Service
- Case IH Introduces True-Tandem 335 Barracuda, A New Vertical Tillage Option For Aggressive Crop Residue And Soil Management
- New Pitbull TM 2300 Propane Screener A Cost-Effective And Low-Emission Alternative To Diesel
- Tigercat Releases D-Series Shovel Loggers
- New John Deere 700K SmartGrade Dozer Offers Contractors A Competitive Edge
- Don Hummer Knows Trucks: Test Drives Kenworth T680 For A Month Prior To Large Order
- Straightpoint Load Cells Integral To Onboard Crane Load Tests
- International DuraStar To Feature Bendix Wingman Fusion
- Kenworth Names 2016 Dealer Council, Helps Promote New Gold Level Customer Support
- Bandit Announces Rope Shear Devices For Hand-Fed Chippers
- Kenworth T680s Provide High MPG, Low Driver Turnover For Refrigerated Carrier Hoosier Air
- Terex Trucks’ Odyssey To Myanmar
- Peterbilt Breaks Ground On Major Plant Expansion
- Tigercat Releases Tier 4f Equipped D-Series Harvesters
- Welsh Quarry Gets Terex Trucks Upgrade
- Terex Cranes Honours 2015 Top Performing Distributors
- New I-Shift With Crawler Gears Can Start Off From Standstill With 325 Tonnes
- Don Hummer Knows Trucks: Test Drives Kenworth T680 For A Month Prior To Large Order
- JDLink Estimator Tool Quantifies Telematics Return On Investment For Customers
- Case IH Announces Free AFS Connect Farm Management System With New Equipment Purchases This Spring
- March
-
February
- Yanmar Museum Receives “Sustainable Building Award”
- Rototilt Celebrates 30 Years Of Innovation And Success
- Terramac Appoints Enviro Services As Authorized Dealer
- Take Part In The Annual Road Safety At Work Week March 7-11
- Doosan Introduces New Power Tilting Coupler For Up To 180 Degrees Of Attachment Movement
- Link-Belt HTC-3140 And HTC-3140 LB Upgrades Include Engine Package
- Volvo Trucks Approves Use Of Renewable Diesel Fuel For Proprietary Engines
- CONEXPO-CON/AGG Launches 2017 Creative Theme: Imagine What’s Next
- New Doosan Severe-Duty Buckets Handle Abrasive Materials Without Sacrificing Performance
- Lafarge High-Performance Concrete Makes Strong Contribution To Resilient Design Of University Medical Center Of New Orleans
- LASER-LIKE PRECISION: TEREX SUPERLIFT 3800 LATTICE BOOM CRAWLER CRANE INSTALLS STEEL BRIDGE
- Crop Research Receives $7 Million In Government Funding To Advance Industry
- AED Hosting Historic Cuba Trip For Equipment Industry Execs
- Daimler Trucks Celebrates DT12 Automated Manual Transmission (AMT) Start Of Production At Detroit Headquarters
- Bradley To Step Aside As CTA/OTA President And CEO At End Of Next Year
- Zero Emissions And Full Power
- Two New Doosan Wheel Loaders Add Hydrostatic Drive System For Improved Power Management And Faster Engine Response
- BCTA Proposes An Answer To The Transportation Funding Riddle
- Earthmoving & Construction Machinery: Out Of The Crisis In Two Years' Time
- Site C Business-to-Business Networking Sessions and Job Fairs In Northern Communities
-
January
- SENNEBOGEN 875 R-HD Is On The Mark For Robindale Energy’s Donora Dock Operation
- Mack Trucks Green-Lights Renewable Diesel Fuel For Use In Mack Engines
- Bulk Hauler Walpole Earns Bulk Savings with Kenworth T880s and PACCAR MX-11 Engine
- PEFC Week Brings International Partners Together
- Wash It, Stack It, Sell It - Terex Washing Systems Stacking Up
- CTA: No Reason For Further Delay On Canadian ELD Rule
- Prime Inc. Orders 900 Peterbilt Model 579s
- BNC Crane Raises The Roof For Habitat For Humanity
- Sarens Unleashes Boom Beast On The Southeast
- Case IH Announces Revolutionary, New 2000 Series Early Riser Planter
- First WOLFF In Manhattan – WOLFF 700 B US At Three World Trade Center
-
December
-
2015
- December
-
November
- Skilled Trades Careers Negate Youth/Parent Perceptions
- Environment Canada And U.S. Environmental Protection Agency Taking Action Together On Vehicle Emissions
- John Deere Extends Generator Drive Line-up With New Engine
- Terex|Finlay ‘Release The Beast’ In Launching The New C-1554 Tracked Mobile Cone Crusher.
- Nortrax Appoints Michael J. Rugeroni, Vice President Of Nortrax Canada
- U.S. Natural Gas Output Averaged 72.3 Bcf/d In September; Highest Since May
- Caterpillar Aims For $1.5 Billion In Annual Cost Reductions
- Kenworth T680 Wows Potential Drivers, Technicians At Job Fair
-
October
- McCloskey Adds Telescoping Stacker to Expanding Materials Handling Line SDX-130
- Kenworth To Deliver The 51st U.S. Capitol Christmas Tree
- Hyundai Construction Equipment Americas Goes Pink For Breast Cancer Awareness
- Terex Cranes Nominated For 2015 Swedish Steel Prize
- Stoltz Manufacturing Marking Its 70th Anniversary During 2015
- Hyundai Series 9 Single- and Tandem-Drum Rollers Combine Manoeuvrability, Productivity, and Comfort
- National Trucking Week 2015: Taking Truck Drivers Over Driverless Trucks
- Electrified Performance
- Takeuchi-US Announces Plans To Build New Distribution Facility In Pendergrass, Georgia
- New Terex Trucks Fleet For Myanmar Thura Jade Mine Burma
- John Deere Unveils New High-Horsepower 4-Track 9RX Series Tractors
- New Sandvik DT922i – The Ultimate All-Round Tunnelling Jumbo
- September
- August
- July
-
June
- The Colossus Of Cologne – Highest Freestanding WOLFF Crane Renovates Facade Of The TÜV Rheinland High Rise
- John Deere Beefs Up Utility Tractor Performance With New 5E & 5ML Models
- Brokk Introduces Remote-Controlled Demolition Machine
- IronPlanet Names Gord McDougall Managing Director, Canada, Cat Auction Services
- Robert Edgerton Mohr May 1943 - June 2015
- Buyer Beware: When To Walk Away From A Sale
- Merger Produces World-Leading Retractable Enclosure Manufacturer
- New Volvo EC220E Offers Best-In-Class Efficiency
- Terex Trucks Articulated Haulers Pass The Test At Nevada Gypsum Mine
- May
- April
- March
- February
- January
-
2014
- December
-
November
- Demo Day In Edmonton: PrimeTech Puts Fleet On Display
- Seaspan Shipyards Completes Repair Work On Historic Tug
- New Doosan Telematics System Remotely Monitors Equipment
- Terex Finlay Introduces New Crushing And Screening Models
- Goodyear Chooses Mack Granite To Moor Blimp
- Komatsu's New HM300-5 Articulated Dump Truck
- Thousands Of Industry Professionals In Attendance At BC's Big Iron Showcase
- Exceptional Performance From Powerscreen Chieftan 1400 In New Zealand
- September
-
July
- Bandit Announces 2600 And 2700 Towable Stump Grinders
- Recognizing Truck Driving As Skilled Occupation Key To Jobs Strategy
- Demo to Development
- Case 885B AWD Motor Frader Proves Its Mettle In Big Sky Country
- Moving Forward
- Natural Gas-Powered Kenworth T680 To Offer Eaton UltraShift
- Hyundai Launches New R140/180/210W-9A Wheeled Excavators
- Klondike Expands Nationally; Expands Product Lines
- 10 Safety Tips For Operating Aerial Lifts
-
May
- Komatsu Launches The New HM300 Articulated Dump Truck
- The Big Five: What To Look For When Purchasing Used Heavy Equipment
- Everything's Golden In Timmins
- TRUXPO & PHES 2014: Two Great Events Coming To Abbotsford In September
- New Genie 180-Foot Boom Lift Is A Capital Idea For Contractor Erecting Ferris Wheel
- Diggerland USA Announces Grand Opening Date
- Mack Trucks Previews New LR Refuse Series At WasteExpo 2014
- Dynapac F800 Paver: First Time Ever At Conexpo
- Liebherr Confirms Successes In All Product Areas
- Terex Debuts New FD5000 "Great Lakes" Mixer Truck
- Depreciation Dilemma: Managing Idle Equipment
- April
-
February
- Gehl Introduces New Z45 GEN:2 Compact Excavator
- Pacific Heavy Equipment Show To Co-Locate With Truxpo 2014!
- Prevent And Minimize Undercarriage Wear
- LiuGong To Sell PowerLatch Quick Coupler
- Titan's New Unibody Hopper Trailer Is A Ton Better
- Peterbilt Marks Milestone: 75 Years Of Innovation
- Selling 101: Tips For Equipment Owners
- January
-
2013
-
December
- Atlas Copco Equipment Plays Crucial Role In Energy Recovery System
- 1,100 Tonnes Of Machinery For The Evergreen Line
- Montabert Crusher Buckets Provide Material Processing Alternative
- Smoothest Concrete Pavement In The State Of New York
- New Batman Canal Irrigates Southeastern Turkey
- Tigercat 610C DW: The Mountain Skidder
- Lightweight MACK Granite MHD Rear Loader Offers Customized Options
-
November
- International Symposium Endorses Engergy Recovery
- 2013 National Professional Truck Driving Championships
- Expanded Argo Capabilities Drive Safety, Efficiency And Productivity
- Terex Finlay Launch New I-100RS Impact Crusher
- BC Ferries Saves Energy In Tollbooths
- Mobile Devices To Trigger Truck Inspections
- Sandvik's CH 430 & CH 440 Benefit Quarry
-
October
- OHMPA’s Fall Seminar To Feature Sustainable Innovations In Asphalt
- TRUXPO 2014 To Showcase Class 1 To 8 Trucks
- 4 Days In Poland
- Western Star Develops High-Capacity Water Tank Truck
- New Terex MC1300 Cone Module Increases Production Capabilities
- Bomag Announces New Product Now Available Through Its Canadian Distributors
- New Bandit Models For Land Clearing Operations
- John Deere Helps Restore America's Front Yard
- New Skid-Steers And Track Loaders For North America
- Here Come The Hybrids!
- John Deere Adds 204K And 304K Models To Compact Wheel Loader Line
- Geo-Mapping Key To Opening Up Canada's North
- Enter Sandman: North America's Largest Articulating Crane Truck
- Bombardier's First Inductive High Power Charging Station For Buses
- ShearForce Equipment Brings The Xcentric Ripper To Canada
- Roll-Coupling Hitches
-
August
- Komatsu Launches Its First Intelligent Machine Control Dozer
- CPIA Supports The Great Canadian Shoreline Cleanup
- Equipements FDS Inc. Gets Rolling As Ammann Dealer For Quebec
- Perkins Targets Ag Sector With New Compact Four Cylinder Engine
- Manitoba's Strategy For Petcoke & Coal Heating
- Sustainable Materials Make Truck Environmentally Friendly And Tough
- Historical Society Preserves Canadian Construction Heritage
- Saddle Creek Teams With Freightliner Trucks To Develop CNG Tractor With Advanced Aerodynamics
-
July
- Average Age Of Canadian Truck Driver Even Older Than Reported
- LNG-Powered MACK Pinnacle Model Showcased At ACT Expo
- The Flood Of 2013
- Province's First Public Electric Vehicle Fast Charger
- New XP-Series Beast Recyclers And Horizontal Grinders
- Major Wastewater Infrastructure Improvements Help Clean Up Hamilton Harbour
- Brandt Aquires Wallace Equipment Of Fredericton, NB
-
June
- FLO Components Becomes First SKF LBU System House In Canada
- US & Canada Announce Border Investment Plan
- Terex Sand And Gravel Washplant In Tropical Trinidad
- Attendance Up For The Atlantic Truck Show
- Peterbilt Unveils New Interior For Model 320
- VSI Applications
- New Ponsse Forest Machine Technology In Elmia Wood
- BCTA Partners To Offer Training To Youth Interested In Professional Driving Careers
-
May
- The New PT-175 From PrimeTech
- Universite Laval Regains Shell Eco-Marathon Americas Title
- Older Trucks Most Polluting On Metro Vancouver Roads
- Introducing The Aggresand System - Washing As It Should Be
- Largest National Heavy Equipment Show On Record
- MHC Kenworth Receives Award
- Canada's Mining Industry Strong, But Challenges Ahead
- Cache Creek Working Truck Show
- Spring Tree Pruning: Trees And Power Lines Don't Mix
-
April
- Earth Hour 2013 Energy Savings Increase Across B.C.
- Mustang R Series Skid Steer Loaders: A Whole New Breed
- Alberta, Colorado Move Towards Cleaner Energy Future
- Freighliner Trucks Introduces In-Cab Exercise Training System
- Carriers Will Be Impacted By US food Safety Regulations
- Utility Trailer Exceeds Production Milestone
-
March
- Xcentric Ripper Makes An Impact In Western Canada
- 2012 Cleaning The Capital Contributors Celebrated
- NHES Presents The ALL NEW Winter Management Feature
- Doosan DX190W Wheel Excavator
- Powerscreen Welcomes Bison Iron Corp As A New Distributor
- Huge Gap In Canada-US Tire Prices
- Trailer Rollover Stability Support System Proven To Be Ideal Protection
- Port Metro Vancouver Announces Smart Fleet Trucking Strategy
- Eaton Launches New Series Of Transmissions
-
February
- Salini Group Chooses Astra Dump Trucks Equipped With Allison For Largest Dam In Africa
- Water Pipeline Planning Program Announced
- Chevrolet Hits The Slopes With 'Mountain Movers' Series
- Terex Takes Top Honours In Find It-Fix It Challenge
- 10 For 10: Newest OTA Road Knights Team Selected
- Shipbuilding Industry Ready For Decade Of Growth
- The National Heavy Equipment Show Presents The All New Winter Management Feature
-
January
- MACK Pinnacle Challenges World's Strongest Man
- Career-Altering Accidents
- Komatsu Revolutionizes 200T Truck Class With The 730E
- Sempra US Gas & Power And BP Wind Energy Complete Hawaii Wind Farm
- New Freightliner High-Vis Truck-Lite LED Headlamps
- Shell Awards Environmental Projects Close To $1 Million
- Case IH Helps Make Every Seed Count With New Precision Disk Drills
- Canadian Mining Industry Expected To Increase
-
December
-
2012
- December
-
November
- Delphi Wins First Automotive Telematics Challenge
- Kenworth Adds Next Gen PACCAR Proprietary Engines For 2013
- What On Earth Are Bioplastics?
- Doosan DL200 And DL220 Wheel Loaders Get Upgrades
- Thomas Celebrates Production Of 50,000th School Bus
- Bendix Enhances Acom Diagnostics
- 2012 CP Holiday Train Entertainers Are Tuning Up For The Big Show
- Custom Stone Slinger Solution For Wind Farm Project
- BX500 Blusteel Cutting Edges Product
-
October
- Mack Trucks Offers Advanced Collision Avoidance Technology
- Saskatchewan's Non-Residential Construction Best In Canada
- The World's Greenest Forest Industry?
- New Ditch Witch Directional Drills Inspired By Customer Input
- Bendix Establishes Brake Shoe Remanufacturing Operation
- Delphi's New Tech For Greener Gasoline, Diesel And Hybrids
- Eaton Adds Popular Flex Reman Transmissions To Warranty Package
- BCTA Hails Highway Improvement Pledges Critical To The Pacific Gateway
- LiuGong Works Through The Night On Boston Pipeline Project
- New Large Doosan Excavator DX380LC-3 Offers Very High Performance
- Change What You Can, Not What You Can't
- Christopher Barnett, Ryder System, Named TMCSuperTech 2012 Champion
- Hillhead 2012 The Best Ever!
- Delphi Wireless Device Charging To Make Life On The Road Easier
- Students, Contractors And Local Businesses Run In "Muskoka Mud Run"
- Could Canada Be The 'Next Big Thing' In Lithium Mining?
- New Case 570N XT Loader/Tool Carrier Delivers Superior Fuel Economy, Productivity
- New Fuel Standards Released
- September
- August
-
July
- Westcan, MADD Partner On Road Safety Initiative
- Cummins Recognized As 2012 Supplier Of The Year
- Nearly 20,000 Alcoa Employees Volunteer To Green Their Communities
- Ammann "Paving Day" Introduces Equipment And Support
- East Kootenay Team Set To Help BC Grow In A Green Way
- Getting There Is Half The Fun
- Hyundai's Compact Radius Excavators Ideal For Confined Job Sites
- Scott Porritt Wins Driver Of The Year Award
- First Kenworth K370 Cabover Goes To Coca-Cola
- May
- April
- March
- February
- January
-
2011
- December
- November
-
September
- Leading Wisconsin Carrier Adds Kenworth T700s For Style, Comfort And Fuel Efficiency
- North Carolina Contractor Recognized For Contributing To ‘Green-Certified’ Home Built By Habitat For Humanity
- Olofsfors Adds New Sales Representative
- Cummins Wins First Place In Corporate Citizenship Film Festival
- Heavy Hauler Relies On Kenworth T800 Performance During BC Place Stadium’s $563 Million Revitalization
-
June
- Bendix Commercial Vehicle Systems Earns Product Leadership Of The Year Award From Frost & Sullivan
- Volvo Trucks First To Market Gas-Powered Truck For Long-Haul Operations
- Freightliner Trucks Introduces Amt3 Automated-Manual Transmission For Business Class M2 Vehicles
- Sacramento County Finds Kenworth T440s Right Fit For Waste Management Operation
- New 4940 Self-Propelled Sprayer Introduced By John Deere
- Canadian Firm Sustainable.TO Architecture + Building Takes Top Prize In International Passive House Design Competition
- Kenworth Honours Special Couple With Ceremony At Kenworth – Renton Plant
- Jazz Repaints Aircraft With Advanced PPG Aerospace ‘Green’ System
- Shantui Officially Largest Dozer Producer In The World
- Daimler Trucks North America Employees Transform 2011 Cascadia® Into Traveling Tribute To Veterans
- Veteran Kamloops Driver Wins 2011 BC Professional Truck Driver Of The Year Award
- Accolades For FLO Components From The Ontario Government And Lincoln Industrial
- Mccloskey Introduces Compact Jaw Crusher
- Modular Classrooms From Royal Concrete Concepts Save Money On Palm Beach County Schools Additions
- New Canadian Product Makes Fuel Transportation Safer And Cheaper
- Meritor Launches 18X Single Reduction Axle
- Ontario Enviro-Commish Calls For Greater GHG Reductions
- TruckWeight Upgrades Smart Scale
- Plastics Pipe Institute Announces 2011 Recognition Award Winners
-
May
- VAF Announces New Portable “Drag & Drop” Filter Skid For Frac Water
- TRP® Radio-CD Player Offers Hands-Free Capability To Answer Cell Phone Calls
- Goodyear’s FleetHQ Goes For The ‘Gold’ With New Program
- RWF Bron Hosts Fundraiser For The Fight Against Cancer
- BC Trucking Association Appoints New President & CEO
- CTA Announces Results Of Groundbreaking Cargo Crime Study
- BC Hydro Awards Civil Contract For Installation Of Additional Generating Units At Mica Generating Station
- Cost Of Diesel Fuel Continues To Escalate In Canada
- Hydraulic Crane Systems Adapted To User Requirements
- Walki Biomass Cover: Easy Cover-Up Improves Drying Process And Energy Content Of Energy Wood
- Province's Truckers Hit With Higher Costs As Tire Prices Rapidly Inflate
- Maritime Case Ltd. Appointed Ammann Dealer For New Brunswick And PEI
- New England Ski Town Weathers Winter With DD13-Equipped Western Star
- Efficiency, Longevity And Production Make The Model 1390XP A Popular 15-Inch Chipper
- New Storm Water Chamber Introduced: ADS Continues To Expand Product Line
- TCSI-Transland Poised For Growth; Fuel Economy And Low Cost Of Operation Key In Standardizing With Kenworth T660s
- Bandit Given Grand Welcome At Grand Hotel
- Terex® Bid-Well Recognizes 50 Years Of Business With Kiewit Corporation
- Kenworth T700s Knock $9,000 Off Danny Herman Trucking’s Monthly Fuel Bill
- John Deere Teaches Students About Construction Industry Through "Construction Challenge" Sponsorship
- CTA Gives/Receives Award At Canadian Chiefs Of Police Event On Highway Interdiction By Front-Line Police Officers
- New High-Lift Steering Axle Suspension From Titan Trailers Improves Ride And Extends Tire And Trailer Life
- AMTA Throws Its Support Behind IRP Change
- April
-
March
- New Holland Construction Launches Seven New Skid Steer Loaders
- Kenworth and PACCAR Financial Medium Duty Extended Warranty Program Available Through December 31, 2011
- Skate 48.......Everybody Wins!
- Optimism Increases in Trucking Industry
- New Deister Premium Portable Horizontal Screening Plants Deliver Maximum Mobility, Value & Uptime
- Talbert Mfg Shows New Fine-Tuned Custom Trailer Designs At Mid-America Trucking Show 2011
- Peterbilt Increases Production On The Model 382
- Nothing Undercover About Mack CEO’s Commitment To Building In The USA
- PALFINGER Marine Crane Onboard The Ocean Giant Allure Of The Seas
- Delphi Announces 'Win The Delphi Dream Shop' Giveaway
- Bandit's Patent-Pending Feed Wheel Engage Option Brings Another Great Innovation to Chippers
- Banner Year For Canada’s Pacific Gateway
- Program for Safety Certified Companies in the Construction Industry Made Permanent
- PM Attends Crowning Of New Sails At Canada Place
- J D Neuhaus Exhibiting At OTC 2011 In Houston And The Brazil Offshore 2011 In Macae
-
February
- Michigan Logger Builds New Chip Fleet With Titan Trailers
- B-C Equipment Sales' Pink Crane Gives Back To Cancer Research
- 2011-2012 OTA Road Knights Team Announced
- New Titan Live Floor Trailer Adds 2,000 Lbs. Capacity for Hauling Aggregates
- Tesab Group Showcasing Latest Product Developments at Con Expo
- Kenworth T800s Help Challenger Meet the Challenge Moving High Profile Beer Vats
- Voice Of The Customer Leads To “Re-Invention” of Earthmoving Scrapers at Titan EMD
- Alberta Clarifies CB, Handsfree Rules for Trucking
- 24.4 Ton Reduced Tail Swing Excavator - R235LCR-9, Perfect For Big Jobs In Tight Areas!
- Kenworth W900S Mixers and T800 Dump Trucks Enhance Fleet Performance and Fuel Economy
- TRP(R) Introduces Exhaust Program With Mufflers, Clamps, Tubes, Y-Pipes And Bushings
- New Version of Gemcom Insite Mine Production Management Solution Enables Faster Return on Investment
- Dana Holding Corporation Introduces Service-Free U-Joints For Spicer Life Series® Driveshafts
- Canadian Trucking Alliance Welcomes Canada-US Leaders’ Announcement of Border Negotiations
- Alliance Truck Parts to Sponsor Penske Racing's NASCAR Nationwide Series No. 12 Dodge
- From The Miramichi To The Middle East
- Quarry Academy Sets The Theme As Sandvik Unveils New Equipment At Conexpo 2011
- Superior Industries To Showcase Conveyor Components At Conexpo-Con/Agg 2011
- New Case IH Farmall C Tractors Provide Power, Versatility And Comfort
-
January
- Supply Post Newspaper Named Media Partner for the Pacific Construction Equipment Show
- Armour Driver Reaches 4M Accident-Free Miles
- Model 2290 Brings Revenue To Pendley Farms
- Detroit Diesel Sintered Metal Filter Achieves Carb Level 3+ Certification
- Delphi's Advanced Gasoline Direct Injection (Gdi) Technology Is Recognized For Its Innovative Design.
- Minecom - Tracking Success
- Atlas Copco Introduces New Air Compressor Concept In The Most Compact And Agile Compressor
- Great Dane Pioneer Passes Away
- Rio Tinto Donates $1 Million To Queensland Flood Relief; Local Miners Pitch In To Assist Emerald Community
- Kobelco Announces Strategy For Tier 4 Interim Requirements
- William R Bennett Bridge Workers Honoured
- New “Arctic Breeze” System Brings No-Idle Cab Comfort To Lighter Trucks
- GOMACO Introduces The All New 4400, The Ultimate Barrier Machine
- Mining On-Site Analysis In Minutes, Not Days, With Results As Comprehensive As An Off-Site Laboratory
- Climate Change Could Have Major Impacts On Wind Resources
- Miller Introduces F-Series Arcstation™ A Portable Workbench For Welding And Metalworking
- Bobcat Company And Local Dealer Help A Neighbor On “Extreme Makeover: Home Edition” Project
- Kenworth T470 Offers Superior Propane Greater Productivity and Durability
- Pine Beetle Epidemic Motivates Study On Potential Use Of Dead Timber
- Thanks Go To Iisaak Forest Resources For Olympic Podium
- The 850 Series – Delivering Increased Power And Torque To End Users
- MADD Canada Joins Forces With Irving Oil In Unique Campaign To Help Keep Roads Safe
- Siemens Well On Track To Become One Of The World’s Top Three Providers Of Wind Turbines
- Peterbilt Donates Truck To First Response Team Of America
- 2011 Economic Outlook – Why The Driver Shortage May Be The Trucking Industry’s Best Friend
- BC Hydro Helps Science World With Energy-Efficiency Upgrade
- At First Glance Proposed Changes To New US Hours Of Service Rules Not As Bad As Thought
- Miller Introduces F-Series Arcstation™ A Portable Workbench For Welding And Metalworking
- Oshkosh Technologies Tackle 1,000-Mile Off-Road Desert Race
- Volvo Introduces New EC20C Compact Excavator For Performance And Reliability In The 2-Ton Class
- Sandvik Renews Commitment To Habitat For Humanity International
- Driver Shortage Will Be Reflected In Capacity Crunch
-
2010
-
December
- Canadian Freightways’ John Beeler Named Canada’s Truck Driver Of The Year
- Increased Torque, Horsepower Boost Performance On New High Flow Bobcat Planer Attachments
- New H6H Winch Offers Significant Improvements
- 2010 Leadership In Safety Awards Winners Selected
- Delphi Demonstrates Solid Oxide Fuel Cell, Showcases Capability To Save Fuel And Cut Emissions During Truck Stops
- Kligerman, Bandit Close NASCAR Nationwide Season With Strong Finish At Homestead
- Rio Tinto Gives Green Light To Further US$1.2 Billion Iron Ore Investment In The Next Step Of Australia's Largest Mining Project
- Murphy-Brown LLC Lives High On The Hog With Kenworth T800s
-
November
- Ironplanet Named One Of Oldcastle Materials Strategic Partners
- Kenworth Offers Advice On Choosing 2010 Engine-Compatible Specs For Canadian Dump Operators
- Continued Support For Mill Operators And Engineering Houses
- Perkins’ Latest Generation Of Engines Offer Many Benefits To OEMs
- Driver James Macfarlane Named 2010 Bridgestone Canadian Truck Hero
- Genie Introduces New Booms Designed For Asian Shipbuilding Market
- New 37-MW Industrial Gas Turbine From Siemens Provides Efficient And Reliable Power
-
October
- Mythbusters Gear Up With An Eco-Friendly Freightliner Hybrid Electric Truck
- BC Responds To Softwood Lumber Arbitration
- Celebrating B.C.’S Natural Gas & Petroleum Success
- ATA Strongly Supports The Freight FOCUS Act Of 2010
- Korea's Largest Heat And Power Plant To Feature GE Technology
- Long Boom Sets All-Terrain Crane At The Top Of Its Class
- Siemens To Expand Transformer Service
- BCTA Offers Reward For Tips Leading To Arrest In Unprovoked Attack On “Good Samaritan” Truck Driver Alex Fraser
- New Telsmith H2238 Hydra-Jaw Model Offers Lower Operating Costs For Wheeled & Track-Mobile Units
-
September
- John Deere and Hillco Technologies, Inc. Develop Cob Collection System for STS Combines
- Ninth Place Finish For Team42 And Bandit-Pelletier Brothers Partnership At Bristol
- Pratt & Whitney's Gas Turbine Frame 7 Components Exceed 1 Million Hours Of Run Time
- Truck-Involved Traffic Fatalities Reach Historic Low; Decline By 20 Percent In 2009
- Warren Rupp, Inc. Announces AirVantage™ Launch, Revolutionary New Technology that Provides Up To 50 Percent Energy Savings
- Eaton Expands Wind Energy Business In China With $1.5 Million Customer Agreement
- Siemens Seal-Less Compressor Completes Test Program For Future Subsea Processing
-
August
- Mi-Jack Canada Expands Material Handling Fleet As Sennebogen’s Newest Distributor
- TMS Proven to Work with Chained Tyres
- Capstone Reports Mineral Resource Estimate For Minto East And Resumption Of Drilling
- Tribunal Decision Protects Rio Tinto's Integrated Rail Network In The Pilbara
- Public Supports Training For Passenger Car Drivers On Sharing The Road With Trucks
-
July
- “Swamp Loggers” Ply the Woods In North Carolina
- Case IH, Ferrari On The Podium At Canada F1 Grand Prix
- Truck Carries Message With The Load
- Freightliner Trucks Participates In Renewable Energy Rodeo And Symposium
- GE’s Advanced Gas Turbine Technology, Services Selected To Help Southern Oman Meet Its Growing Water & Power Needs
-
June
- Outstanding Service Award Recognizes Heavy Duty Support For VIU
- Top Drivers Vie For Honours At The 2010 BC Professional Truck Driving Championships
- A Tribute To Roland James Russell
- SMS Rents Wheels Out For Quebec's "Ride To Conquer Cancer"
- Popular International Plastic Pipes Conference Bucks Trend, Expands Scope And Coverage
- Vermeer Launches Newly Redesigned Web Site
-
May
- Parker Pacific Named Ammann Dealer For BC & The Yukon
- LiuGong 877III Wheel Loader Powered To Move Big Loads Fast
- LEDs Light Up For Safety
- OTA Business Pulse Survey Shows Growing Optimism For Trucking
- Hyundai Construction Equipment USA Announces Official Name Change
- Kubota Excavator Rodeo Comes To Ontario With 14 Events Planned This Summer
- Specialized Recycling Systems For Demolition Debris
- GM Looks To Hawaii For Hydrogen Infrastructure Pilot
- A Safer Working Environment With Hiab Cranes
- Pretty In Pink Truck Promotes Breast Cancer Awareness
- Awards Recognize Safety In BC’s Mining Industry
- Case Begins Production Of New Military Skid Steers
- USDA Finds Trucks Best Serve Time-Sensitive Demands Of Agricultural Shippers
-
April
- Mining Gains Economic Boost From Provincial Budget
- Titan Trailers Roll In Quebec
- Texas Gas Selects GE For Mississippi Pipeline Compressor Station Rejuvenation
- Freightliner & Western Star To Offer Virtual Technician
- Brandt Tractor Ltd. of Regina, Saskatchewan is pleased to announce the purchase of LMS Land Measurement Systems Inc.
- New Holland Joins An Episode Of ABC’s “Extreme Makeover: Home Edition”
- Terex Corporation Divesting Atlas Heavy Construction Equipment
- Goodyear Names Oregon Truck Driver As Highway Hero
- Agriculture Budget Focuses On Farmers & Ranchers
- Case Atlantic Partners With AMMANN To Become A One-Stop Compaction Shop For Newfoundland & Labrador
-
March
- New Hultdins Web Site
- Ritchie Bros. Co-Founder Sells His Apoise megayacht For US$46 Million In Unreserved Grand Cayman Auction
- Kubota On Tour
- Mack Top Exporter Of Trucks From North America In 2009
- Fuel Cell Technology From Secretive Startup Light On Details
- CNC Quesnel Offers New Horticulture Program
- Canada-Quebec Investment In Gatineau To Bring Water Treatment Plant Up To Standard
- Hybrid Electrification: Learn The Basics
- Long-time Trucker, Clark Tucker Utilizes Specially Designed Western Star Trucks For Hauling Windmill Towers
- Goodyear Names Finalists For 27th Highway Hero Award
-
December
Subscribe to the Supply Post Print Edition

Receive 12 issues per year delivered right to your door. Anywhere in Canada or USA.
SubscribeSubscribe Free
to the Supply Post E-News
Subscribe to the Supply Post E-News and receive the Supply Post Digital Edition monthly FREE to your inbox!
SubscribeRead Free
the Digital Edition
Free
Read the Digital Edition
Next Print Deadline
Interested in advertising? Get your print ads in by Friday, Jul 10, 2026 to be in the next issue of Supply Post!
Post Now